Векторный вывод управляющей программы
На обрабатывающих центрах с различной кинематикой особенно при многокоординатной обработке, может осуществляться векторный вывод управляющей программы. Он позволяет унифицировать код программы и уйти от физических значений поворотных осей, используя вектора. С точки зрения физики и геометрии вектор – это направленная переменная, задающая направление и длину.
-
Как это работает
-
Инструкции
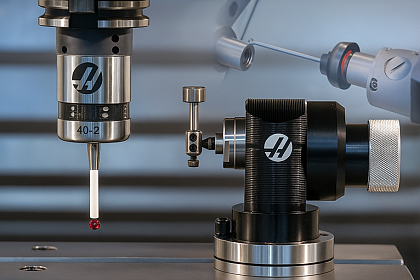
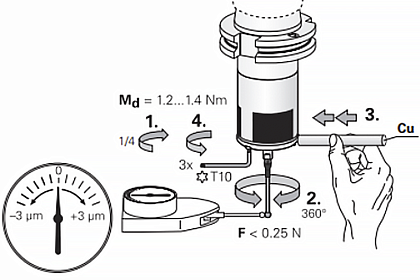
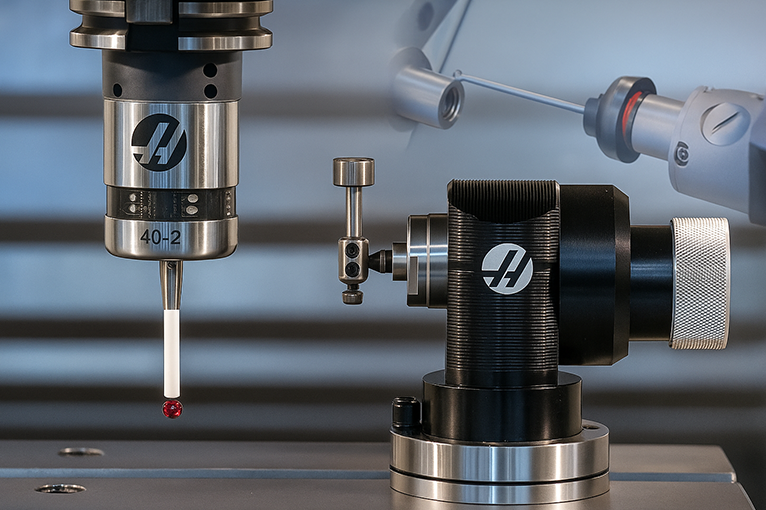
Настройка и калибровка измерительного щупа для привязки и измерения заготовки
При смене измерительного наконечника или его поломке, а также просто с определённым периодическим интервалом необходимо проводить проверку соосности, калибровку длины и радиуса измерительного щупа.
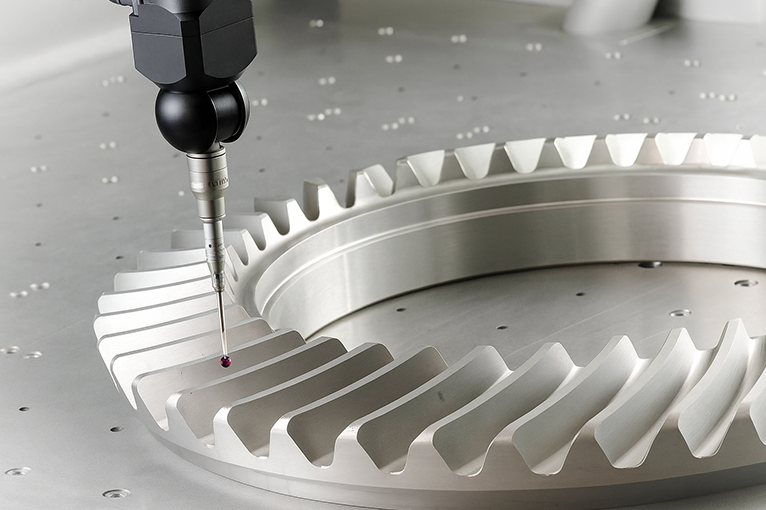
Контроль положения центра инструмента (RTCP)
Современное автоматизированное производство невозможно представить без станков с числовым программным управлением и программных сред для автоматизированной подготовки управляющих программ.
Методы крепления токарных сменных пластин
Существенный недостаток резцов из быстрорежущей стали и напаек из твердого сплава заключался в их монолитности. Ведь изменение одного параметра режущей кромки требовало создание нового резца. Плодилась огромная номенклатура из стандартных и доработанных резцов. Последние создавали особые трудности в планировании производства и учете в технологических процессах. Преследуя цель сокращения этой номенклатуры, инженеры стремились к созданию модульного инструмента. Так появился резец со сменными режущими пластинами из твердого сплава. Эта разработка дала новый виток в развитии металлообрабатывающей отрасли, что позволило существенно расширить горизонты возможностей.
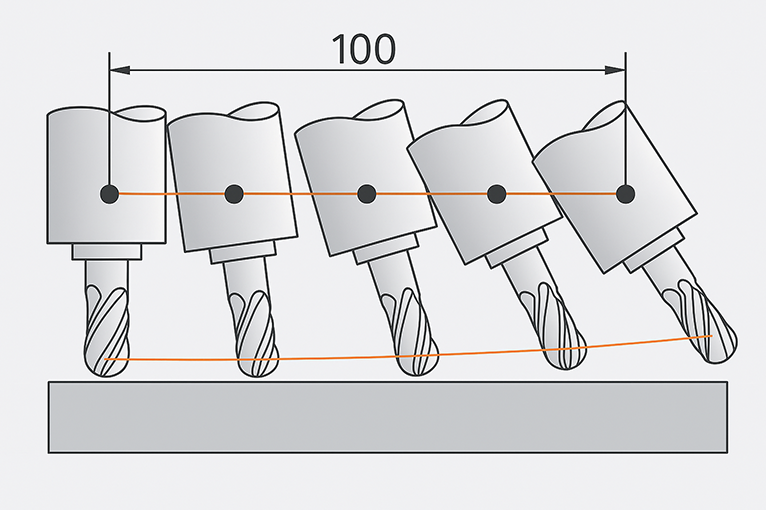
Проверка и оптимизация цепочки кинематической трансформации 5-ти осевого станка
На современных многокоординатных обрабатывающих центрах, требования к обработке с разворотом рабочей плоскости или непрерывной 5-ти координатной обработке становятся все более жесткими. Геометрия сложной формы должна быть изготовлена в узком поле допуска с применением операций многокоординатной обработки и последующим технологическим контролем качества обработки на координатно-измерительной машине.
Циклы для привязки и измерения заготовок
Частоповторяющиеся технологические операции в системе управления приведены в виде циклов, это так же относится к циклам измерительного щупа.
-
Как это работает
-
Станки
-
Инструкции
Настройка отработки траектории
В автоматизированной подготовке управляющих программ особое внимание должно уделяться цепочке CAD — CAM — Постпроцессор — ЧПУ.
-
Как это работает
-
ЧПУ
-
Инструкции
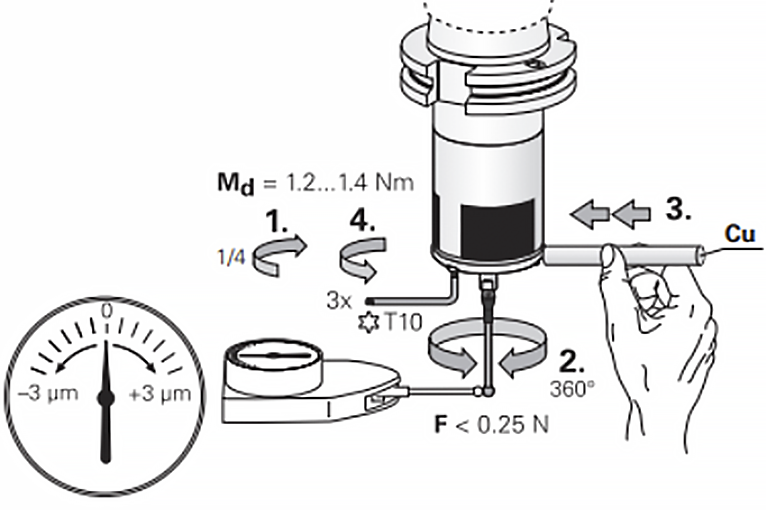
Калибровка щупа для привязки и контроля режущего инструмента
При снятии или замене щупа для привязки инструмента, износе контактной площадки, а также просто с определенным периодическим интервалом, необходимо проводить калибровку щупа для привязки и контроля режущего инструмента.
Считаем расходы на эксплуатацию оборудования
Расходы на оборудование не заканчиваются с его покупкой. Станки нужно обеспечивать электроэнергией, регулярно обслуживать и ремонтировать, покупать расходные материалы. В бюджете всегда должно хватать на это денег, иначе есть риск остановки производства. В статье расскажем, как рассчитать издержки на эксплуатацию станков.
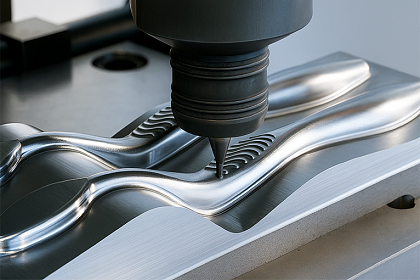
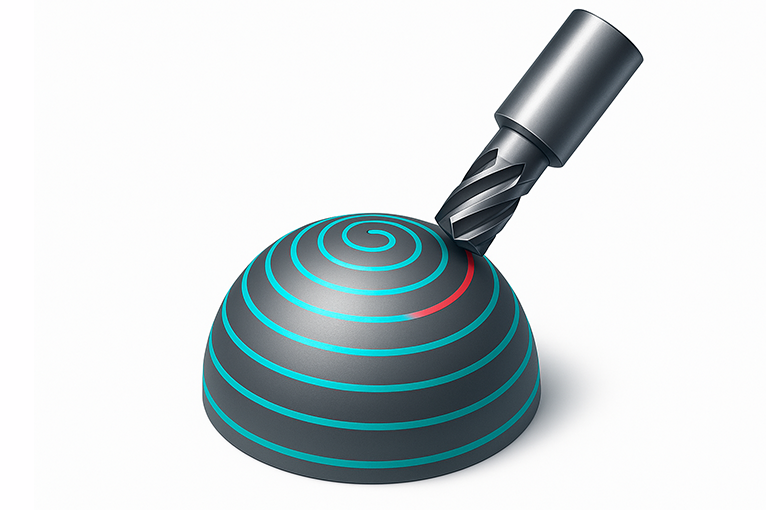
3D-коррекция радиуса инструмента
Когда режущий инструмент изнашивается и перестает соответствовать размерам, которые рассчитаны системой CAM, нужно провести 3D-коррекцию его радиуса. Рассказываем, как это сделать, и приводим примеры для разных типов фрез.






















 Каталог товаров
Каталог товаров









