Производительность и точность станков с числовым программным управлением (ЧПУ) являются важными аспектами конкуренции среди современных машиностроительных производств в условиях быстро меняющихся условий эксплуатации станков.
Что примечательно, — для единичного производства вопрос стоит так же остро, как и для серийного, т.к. при изготовлении деталей малыми партиями, приходится организовывать наиболее экономичное и точное производство. Например, в аэрокосмической промышленности для черновой обработки требуется максимальная производительность резания, тогда как последующие процессы должны выполняться с максимальной точностью. Или другой пример, когда для фрезерования высококачественных пресс-форм при черновой обработке требуется скорость выборки большого объема материала, а чистовая обработка должна обеспечивать высокий уровень качества поверхностного слоя, при этом постоянно должна присутствовать максимальная скорость контурной подачи, необходимая для реализации требуемых минимальных расстояний между траекториями в пределах допустимого времени обработки.
При таких нагруженных режимах работы металлорежущего оборудования в процессе обработки выделяется большое количество энергии в виде тепла, термическая точность станков становится важным параметром, учитывая сильно меняющиеся условия эксплуатации оборудования. Это особенно важно для обеспечения стабильной точности деталей с узким полем допуска, в условиях требующих постоянно меняющихся задач обработки, так как при простоях или переналадке оборудования термически стабильное состояние станка не может быть достигнуто.
Постоянные смены операций сверления, черновой и чистовой обработки, также становятся одной из причин колебаний теплового состояния станка. Следует отметить что во время черновых операций скорости фрезерования увеличиваются до значений выше 80 %, от номинальной чистовой подачи резания. Все более высокие ускорения и скорости подачи вызывают, нагрев шарико-винтовой пары при линейной подаче. Таким образом, независимое измерение положения исполнительных органов станка, играет центральную роль в стабилизации температурных характеристик станков.
Термическая стабильность станков на сегодняшний день играет важнейшую роль, чем когда-либо, во всей станкостроительной отрасли в целом. Активное охлаждение шарико-винтовой пары, симметрично спроектированная конструкция станка и измерение температуры несущей системы на сегодняшний день являются обычной практикой. Температурный дрейф в первую очередь вызывается перемещениями оси при обеспечение движений формообразования, из-за применения шарико-винтовых пар. Распределение температуры вдоль винта может быстро изменить результат финальной позиции исполнительного органа станка, к сожалению не в лучшую сторону. Аналогичная ситуация состоит с линейными приводами, которые выделяют большое количество энергии в процессе работы.
Решить данную проблему, позволяет использование замкнутого контура регулирования положения исполнительного органа станка. Основной принцип работы замкнутого контура регулирования, это измерение управляемой величины (фактического значения) и ее автоматической коррекции в зависимости от отклонения заданного значения, как правило, оно выполняется автоматически, благодаря имеющимся в системе регулирования программно-аппаратным возможностям. Благодаря наличию обратной связи и коррекции положения, которая осуществляется через исполнительный орган станка и регулятор, образуется замкнутая цепь взаимодействия (цепь регулирования, рис. 1).
Рис. 1. Схематичное изображение замкнутого контура регулирования.
На станках без линейных измерительных систем, в результате изменения длины погрешность позиционирования исполнительного органа станка обычно составляет: 100 мкм/м в течение 20 мин, что приводит к значительным дефектам готовой продукции. Система управления осуществляет контроль за исполнительным органом станка, через положение снимаемое с датчика электромотора приводящего в движение шарико-винтовую пару, в сочетании с поворотной и линейной измерительной системой закрепленной на оси станка.
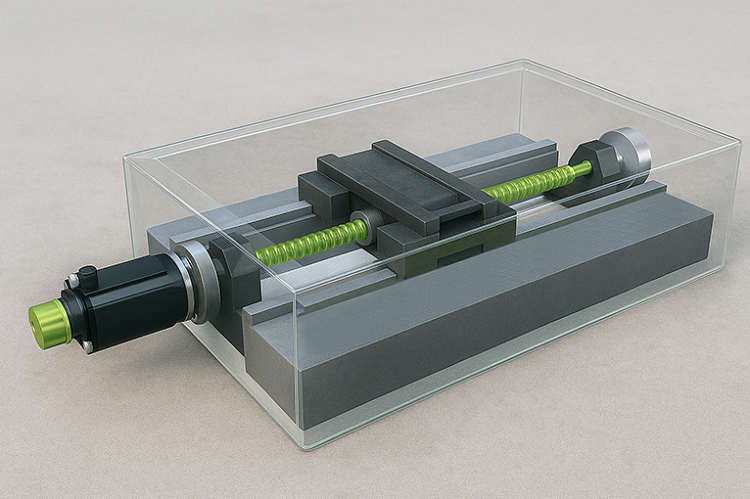
Если положение органа станка определяется путем пересчета шага винта и углового значения, снятые с показаний датчика вращения (рис. 2), то винт должен выполнять две задачи. Не только передавать крутящий момент для обеспечения поступательного движения под высокими нагрузками, но и быть частью измерительного устройства, которому предстоит преобразовывать вращательное движение в поступательное с обеспечением точного шага для равномерного точного позиционирования на все пути перемещения оси, тем не менее, позиционный контур регулирования включает в себя только датчик вращения.
Рис. 2. Полузамкнутый контур регулирования.
Т.е. износ винта или температурные расширения не могут быть компенсированы в реальном времени, — это называется работой полузамкнутого контура. Ошибки позиционирования оси становятся неизбежными и могут иметь значительное влияние на качество заготовки. Если для измерения используется линейная измерительная система положения оси (рис. 3), — то контур регулирования положения оси включает в себя компенсацию полного комплекса накопленных погрешностей позиционирования оси, именно поэтому данный способ измерения, называется замкнутым контуром.
Рис. 3. Замкнутый контур регулирования.
Точность измерения в основном зависит исключительно от точности датчика измерения линейного перемещения и его места установки. Эта концепция прекрасно работает не только с осями, перемещающимся поступательно, но и наклонно-поворотными осями, где положение может быть измерено через механизм уменьшения скорости, соединенный с датчиком на двигателе или с высокоточным угловым датчиком, расположенным на оси станка. Высокая точность многокоординатной обработки и повторяемость позиционирования достигается за счет использования угловых датчиков для наклонно-поворотных осей.
Некоторые станкопроизводители, работающие с полузамкнутым контуром применяют дополнительные меры для избежания нагрева шарико-винтовой передачи и окружающей части станка, например, применяют специальные винты имеющие полые сердечники для циркуляции охлаждающей жидкости.
В полузамкнутом контуре температурные расширения влияют на точность позиционирования исполнительных органов станка, через зависимость от температурного расширения винта и таким образом, зависят от температуры охлаждающей жидкости. Повышение температуры всего на 1 K приводит к погрешностям позиционирования до 10 мкм на расстоянии в 1 м.
На практике установки системы охлаждения не в состоянии ограничить колебания температуры в диапазоне значения не ниже 1 К.
Станки работающие в полузамкнутом контуре, иногда аппроксимируют тепловые расширения шарико-винтовой передачи благодаря использованию математической модели компенсации в системе числового программного управления. Но это довольно не точный метод компенсации, так как станок и вся его рабочая зона в процессе обработки постоянно находятся в динамично изменяющейся среде и подвержены множеству факторов, таких как износ шарико-винтовой пары, скорость подачи, силы резания, используемый диапазон перемещения, и т. д., в таких условиях накопленная погрешность может возрастать до 50 мкм/м.
Концы шарико-винтовой пары иногда крепятся в фиксированные опоры подшипников на обоих концах, чтобы повысить жесткость приводной механики. Но даже очень жесткая конструкция подшипников не может предотвратить расширения вызванные локальными нагревами. Они деформируют самые жесткие конфигурации подшипников и могут вызвать даже структурные перекосы в геометрии станка.
Механические напряжения также изменяют фрикционное поведение привода, таким образом, что это отрицательно влияет на точность станка. Из-за этих ограничений нельзя сравнивать замкнутый контур, в котором применяются датчики линейных перемещений, и полузамкнутый контур.
Следует отметить, что дополнительные меры, применяемые для работы в полузамкнутом контуре, не могут в полном объеме компенсировать последствия изменений, связанных с предварительным натягом подшипника из-за износа или эластичности деформации механики привода оси.
Темы
Как это работает
ЧПУ
Рекомендуем прочесть
Новое
Подготовка управляющих программ CAD-CAM-ЧПУ
Современное автоматизированное многономенклатурное производство невозможно представить без станков с числовым программным управлением, которые позволяют быстро переходить на обработку других деталей путем смены управляющих программ, оснастки и инструментальных наладок.
9 июл 2025
7 мин
669
Как это работает
ЧПУ
Векторный вывод управляющей программы
На обрабатывающих центрах с различной кинематикой особенно при многокоординатной обработке, может осуществляться векторный вывод управляющей программы. Он позволяет унифицировать код программы и уйти от физических значений поворотных осей, используя вектора. С точки зрения физики и геометрии вектор – это направленная переменная, задающая направление и длину.
9 июл 2025
5 мин
590
Как это работает
Инструкции
Новое
Проверка и оптимизация цепочки кинематической трансформации 5-ти осевого станка
На современных многокоординатных обрабатывающих центрах, требования к обработке с разворотом рабочей плоскости или непрерывной 5-ти координатной обработке становятся все более жесткими. Геометрия сложной формы должна быть изготовлена в узком поле допуска с применением операций многокоординатной обработки и последующим технологическим контролем качества обработки на координатно-измерительной машине.
9 июл 2025
10 мин
907
Инструкции
Инструмент
MACH JOURNAL
Всё что вы хотели узнать, но боялись спросить
Подписка на рассылку
Просто и понятно о металлообрабатывающем оборудовании
и режущем инструменте
Просто и понятно о режущем инструменте
и металлообрабатывающем оборудовании
Электронная почта*
Введите эл. почту
Адрес эл. почты введён с ошибкой
Новая эл. почта должна отличаться от текущей
Введенная эл. почта уже используется другим пользователем
в нашей системе





















 Каталог товаров
Каталог товаров









