В автоматизированной подготовке управляющих программ особое внимание должно уделяться цепочке CAD — CAM — Постпроцессор — ЧПУ.
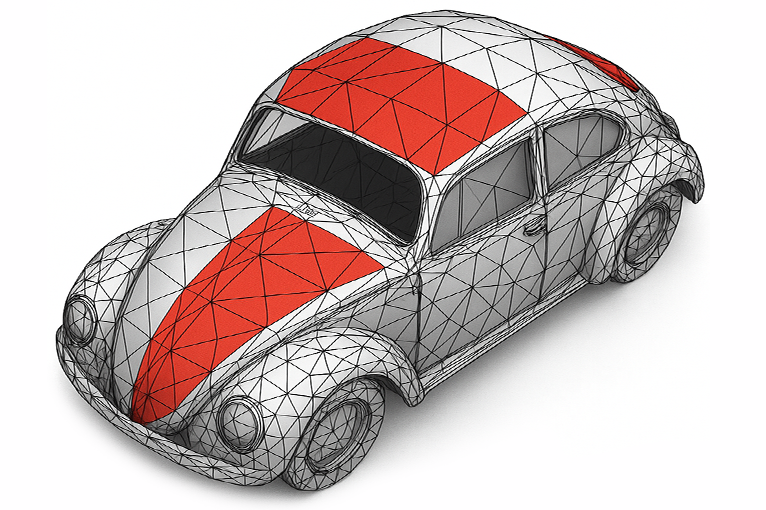
В CAD системах конструируются геометрические модели на основе поверхностей высокого порядка и сложной кривизны. При создании траекторий движения инструмента САМ системы часто конвертируют CAD поверхности свободной формы в полигоны. Проще говоря, гладкая поверхность сложной формы, разбивается на огромное число небольших поверхностей. Разрешение модели данных (поверхности/полигоны) в системе CAD является основой для обеспечения точности детали.
Любая трехмерная геометрическая модель имеет допуск на погрешность моделирования. Если обрабатываемые поверхности созданы с недостаточным разрешением, то невозможно получить необходимую точность в последующих процессах. Точность NC-данных в системе САМ задается при помощи допусков/хордовой ошибки при построении траектории движения инструмента (рис. 1), — пользователь сам выбирает тот допуск, с которым будет строиться траектория по уже преобразованной поверхности.
Рис. 1. Изменения контура.
Другими влияющими факторами являются минимальное расстояние между кадрами управляющей программы и допуск на их сопряжение. Это не допуск на позиционный размер с чертежа, а величина разброса распределения точек при генерации траектории (рис. 2). Данные величины имеют непосредственное влияние на величину выводимого файла траектории движения инструмента и время вычисления управляющей программы.
На практике погрешность хордовой ошибки распределения точек в управляющей программе, должна составлять не более 50% от допустимого отклонения.
При обработке программируемого контура система управления вначале производит фильтрацию облака точек при помощи сконфигурированных фильтров номинального значения положения. При этом ЧПУ придерживается заданного допуска. Значение допуска по умолчанию указывается в машинных параметрах системы управления. Программист может изменить это значение в управляющей программе с помощью специального цикла созданного производителем системы управления.
При варьировании величинами допусков поведение различных фильтров системы управления может также изменяться.
При задании величины допуска на погрешность хордовой ошибки САМ, рекомендуемое значение лучше выбирать исходя из диапазона от 1,1 до 2-кратной величины ошибки.
Для наиболее лучшего восприятия вопроса представим гоночный автомобиль, несущийся с огромной скоростью по трассе. Если ширина дорожного полотна будет равна ширине автомобиля, то гонщику очень сложно будет разгоняться и закладывать виражи на высокой скорости одновременно удерживая автомобиль в полосе, но стоит гонщику выехать на трассу, на которой дорожное полотно в 2 раза шире автомобиля, как скорость и динамика прохождения виражей существенно увеличатся. Но вместе с этим траектория прохода виражей изменится. Именно по такому же принципу система управления отрабатывает траекторию движения инструмента, а «дорогой» является поле допуска, задаваемое в специально цикле управления траекторией.
Путем задания параметров в цикле, можно влиять на результат высокоскоростной обработки контура, в отношении его точности, скорости и качества поверхностного слоя, в соответствии с тем, как производитель станка адаптировал систему управления к характеристикам оборудования.
Как правило, в таком цикле есть ряд настроек, позволяющих конфигурировать поведение станка при обработке (например, допустимое отклонение от контура, режим переключения фильтров высокоскоростная черновая/чистовая обработка, допуск на точный останов осей вращения).
Допустимое отклонение от контура
Допустимое отклонение от контура (рис. 3), является величиной отклонения, позволяющей системе управления автоматически сглаживать траекторию между любыми элементами контура (скорректированными или нет). Таким образом режущий инструмент имеет постоянный контакт с обрабатываемой поверхностью детали, при этом механика станка подвергается меньшему износу. Кроме того, определенный в цикле допуск действует также при перемещениях по дуге окружности. Весь диапазон допуска используется полностью только при необходимости, например, из-за сильных искривлений контуров.
Рис. 3. Допустимое отклонение от контура.
Режим переключения фильтров между черновой и чистовой обработками
Режим переключения фильтров между черновой и чистовой обработками (рис. 4), позволяет производить чистовую обработку с высокой точностью контура. Система управления применяет определенные производителем станка настройки фильтра для чистовой обработки. При черновой обработке будет обеспечиваться наилучшая производительность с большими допусками.
Рис. 4. Высокоскоростная черновая и чистовая обработки.
Допуск на точный останов осей вращения
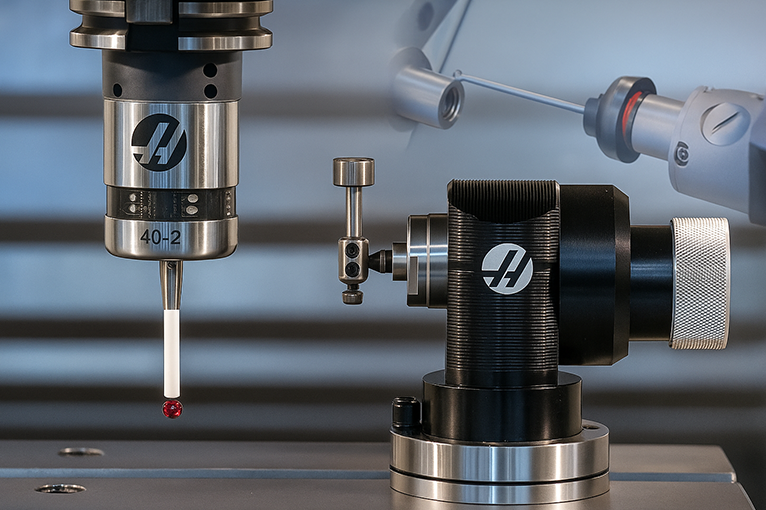
Допуск на точный останов осей вращения работает только при активной функции RTCP (5-осевая обработка). C помощью него можно задать допуск на позиционирование наклонно-поворотных осей (рис. 5).
Рис. 5. Допуск на точный останов осей вращения.
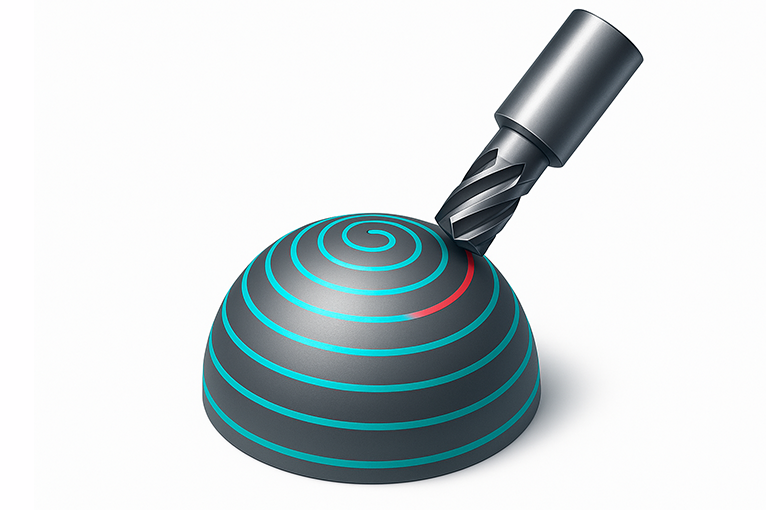
При периферийном фрезеровании (фрезерование боковой поверхностью) не следует выбирать слишком большое значение углового допуска. Так как это может привести к зарезам на контуре. В основном данная настройка применяется для фрезерования сферическим инструментом поверхности свободной формы, когда контакт по сфере может варьировать в зависимости от угла и не вредить контуру.
Темы
Как это работает
ЧПУ
Инструкции
Рекомендуем прочесть
Подготовка управляющих программ CAD-CAM-ЧПУ
Современное автоматизированное многономенклатурное производство невозможно представить без станков с числовым программным управлением, которые позволяют быстро переходить на обработку других деталей путем смены управляющих программ, оснастки и инструментальных наладок.
9 июл 2025
7 мин
963
Как это работает
ЧПУ
Векторный вывод управляющей программы
На обрабатывающих центрах с различной кинематикой особенно при многокоординатной обработке, может осуществляться векторный вывод управляющей программы. Он позволяет унифицировать код программы и уйти от физических значений поворотных осей, используя вектора. С точки зрения физики и геометрии вектор – это направленная переменная, задающая направление и длину.
9 июл 2025
5 мин
867
Как это работает
Инструкции
Проверка и оптимизация цепочки кинематической трансформации 5-ти осевого станка
На современных многокоординатных обрабатывающих центрах, требования к обработке с разворотом рабочей плоскости или непрерывной 5-ти координатной обработке становятся все более жесткими. Геометрия сложной формы должна быть изготовлена в узком поле допуска с применением операций многокоординатной обработки и последующим технологическим контролем качества обработки на координатно-измерительной машине.
9 июл 2025
10 мин
1443
Инструкции
Инструмент
Благодарим Вас за выбор нашего технологического центра!
В ближайшее время наш менеджер свяжется с вами для
согласования деталей.
Мы уже получили Вашу заявку на посещение нашего
технологического центра.
В ближайшее время наш менеджер свяжется с вами для
согласования деталей.
















 Каталог товаров
Каталог товаров










