На обрабатывающих центрах с различной кинематикой особенно при многокоординатной обработке, может осуществляться векторный вывод управляющей программы. Он позволяет унифицировать код программы и уйти от физических значений поворотных осей, используя вектора. С точки зрения физики и геометрии вектор – это направленная переменная, задающая направление и длину.
При работе с векторами системе управления требуется хотя бы один вектор нормали, указывающий направление поверхности. Нормализованный вектор — это математическая величина, которая имеет значение 1 и любое направление.
Значение вектора равно:
√(〖VX〗^2+〖VY〗^2 〖+VZ〗^2 )=1, и вычисляется из суммы корней квадратов его составляющих.
Рис. 1. Составляющие вектора нормали.
В кадре управляющей программы при использовании векторов в зависимости от системы управления может применяться до двух нормальных вектора, один в направлении нормали к плоскости, а другой в направлении ориентации инструмента.
Вектор нормали (условно назовем N-вектор)
Направление вектора нормали к плоскости описывается компонентами, например, NX, NY и NZ.
Вектор наклона (условно назовем Т-вектор)
Направление ориентации инструмента описывается компонентами TX, TY и TZ.
Рис. 2. Составляющие N и Т векторов.
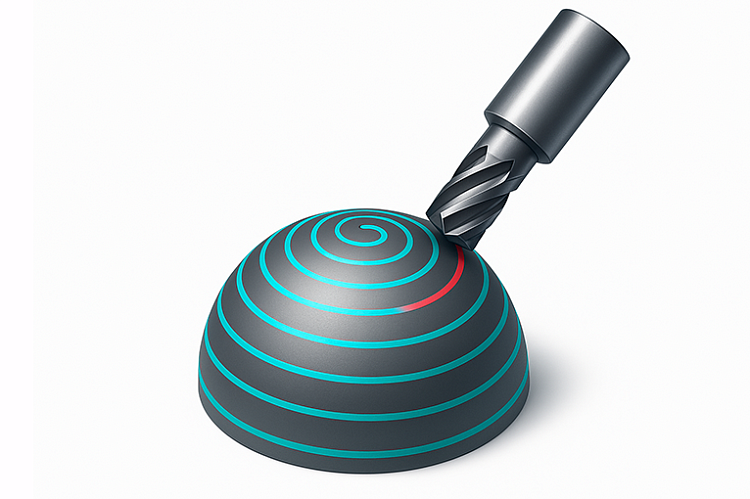
Название векторов, как и формат кадра управляющей программы могут отличаться, но в своей сути они будут одинаковы, например, ниже рассмотрим фрагменты программ непрерывной пяти осевой обработки на сфере (рис. 3) для трех разных систем управления.
Исходя из фрагмента программы можно проанализировать следующее, перемещения поступательных осей заданы в прямых координатах, а величина наклона поворотных осей указана в векторах с обозначением I, J, K.
Анализируя код описанный выше можно сделать вывод, что в отличие от первого варианта обозначение векторов наклона режущего инструмента реализовано через A3, B3, C3.
В последнем варианте вектора наклона инструмента задаются через TX, TY, TX. Независимо от используемой системы управления векторная подготовка управляющих программ позволит производить оперативную переналадку производства изделия от станка к станку, не привязываясь к кинематике и компоновке станка, например, на участке цеха установлено шесть многокоординатных обрабатывающих центров разных производителей, с абсолютно непохожими кинематиками и компоновками, но с одинаковыми системами управления.
Темы
Как это работает
Инструкции
Рекомендуем прочесть
Подготовка управляющих программ CAD-CAM-ЧПУ
Современное автоматизированное многономенклатурное производство невозможно представить без станков с числовым программным управлением, которые позволяют быстро переходить на обработку других деталей путем смены управляющих программ, оснастки и инструментальных наладок.
9 июл 2025
7 мин
964
Как это работает
ЧПУ
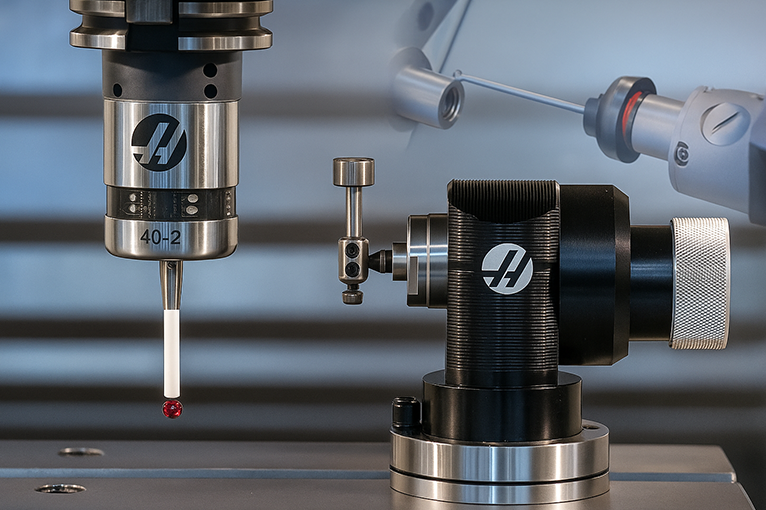
Проверка и оптимизация цепочки кинематической трансформации 5-ти осевого станка
На современных многокоординатных обрабатывающих центрах, требования к обработке с разворотом рабочей плоскости или непрерывной 5-ти координатной обработке становятся все более жесткими. Геометрия сложной формы должна быть изготовлена в узком поле допуска с применением операций многокоординатной обработки и последующим технологическим контролем качества обработки на координатно-измерительной машине.
9 июл 2025
10 мин
1443
Инструкции
Инструмент
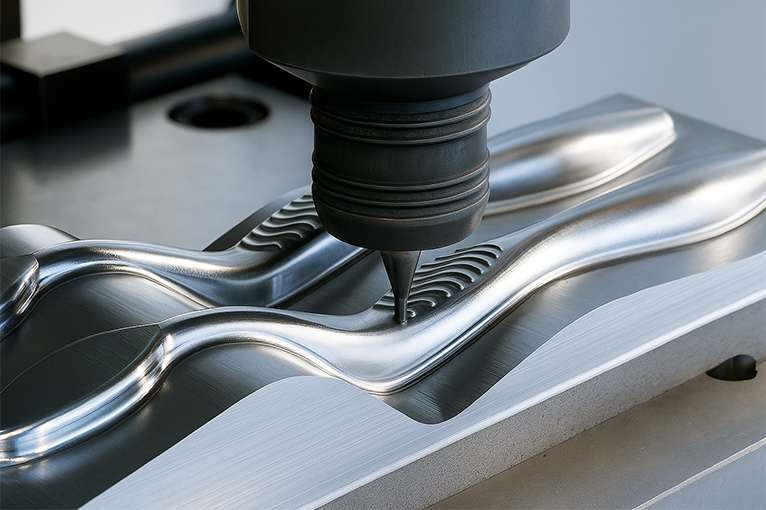
Настройка отработки траектории
В автоматизированной подготовке управляющих программ особое внимание должно уделяться цепочке CAD — CAM — Постпроцессор — ЧПУ.
9 июл 2025
10 мин
576
Как это работает
ЧПУ
Инструкции
Товары из материала
В избранное
Станок фрезерный с ЧПУ 3-х осевой LUZHONG VMC640 (стандарт)














")

")
")
 Каталог товаров
Каталог товаров










