На токарных и фрезерных обрабатывающих центрах довольно серьезный объем времени тратиться на выставление заготовки, ее привязку и последующий промежуточный контроль в процессе работы. Измерительные щупы помогают сократить время настройки, увеличить коэффициент полезной загрузки оборудования, а также повысить точность размеров готовой детали.
Настройка, измерение, и функции контроля могут быть выполнены вручную или по управляющей программе в автоматическом режиме.
Измерительный щуп может устанавливаться в шпиндель или револьвер как вручную, так и благодаря сменщику инструмента. В зависимости от функционала и возможностей системы управления, они могут автоматически выполнять следующие операции:
выравнивание заготовки относительно базовой оси;
привязка нулевой точки детали;
измерение обработанной геометрии;
реинжиниринг или контроль 3D-поверхностей.
Измерительные наконечники щупов, могут состоять из разных материалов, в основном сталь, керамика, углеволокно. На вершине наконечника расположена сфера из синтетического рубина обладающая высокой твердостью и износостойкостью, она и участвует в контакте измеряемой поверхностью заготовки или обработанной детали. Длины наконечников, как и радиусы сфер подбираются по те технологические задачи, которые предстоит выполнить, у производителей щупов как правило они представлены в широчайшем спектре.
Все измерительные щупы отличаются по способу передачи сигнала касания в систему управления, в связи с чем их можно поделить на две группы: проводные и беспроводные.
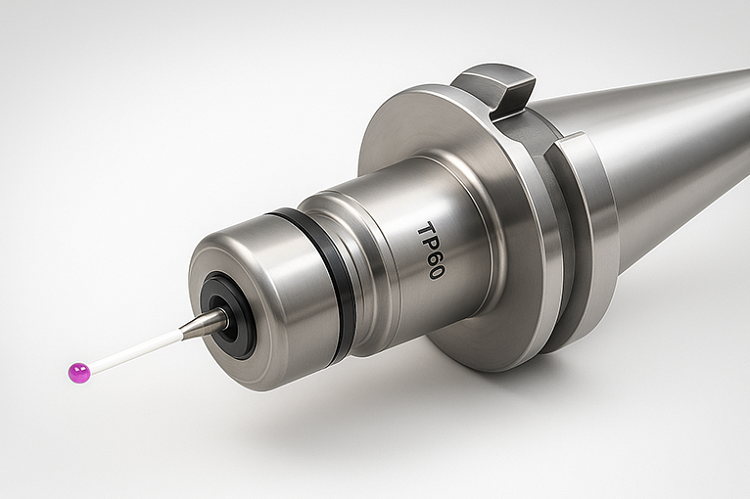
Проводные щупы не так широко распространены в обрабатывающих центрах. В основном это оборудование без автоматической смены инструмента. Так как они соединены физически проводом с системой управления (рис. 1). Для проведения наладки или измерения оператору нужно установить щуп в шпиндель или револьвер и соединить проводной разъем для связи щупа с системой управления. После чего можно осуществлять измерения.
Рис. 1. Проводной измерительный щуп.
Беспроводные щупы имеют более широкое распространение, так как физически они ничем не связаны с системой ЧПУ (рис. 2). Они применяются на обрабатывающих центрах с автоматической сменой инструмента. Отсутствие проводов позволяет убрать их в магазин станка и вызвать вручную или по управляющей программе в автоматическом режиме для осуществления замеров или наладки. Данные о касание щупа поверхности заготовки передаются по инфракрасному или радиоканалу на приемник, а тот, в свою очередь, передает эту информацию в систему управления.
Рис. 2. Беспроводной измерительный щуп.
Инфракрасный и радио канал имеют ряд особенностей, для эффективной работы щупа на обрабатывающем центре (при предельном расстоянии от щупа до приемника до семи метров) рекомендуется использовать инфракрасный канал, так как он в десять раз быстрее радиоканала и не подвержен высокочастотным шумам и наводкам. Радио канал прекрасно подходит для обрабатывающих центров в который расстояние от щупа до приемника от семи до пятнадцати метров (иногда более).
Очень важным показателем является точность и повторяемость измерительных щупов. Для стандартного щупа она ≤ 5 мкм, а повторяемость 2ẟ ≤ 1 мкм, если говорить про щупы повышенной точности, то 2ẟ ≤ 0,25 мкм, а точность ≤ 1 мкм. Такие высокие показатели точности обеспечиваются конструкцией измерительного щупа, на сегодняшней день в мире довольно много производителей данных щупов, визуально они друг на друга похожи, но принцип их работы несколько отличается. Сегодня на рынке существуют щупы разными чувствительными элементами, которые по своей сути и генерят сигнал касания. Наиболее широкое распространение получили резистивные, тензометрические и оптические.
Принцип работы измерительного щупа с резистивным сенсором заключается в следующем, подвес щупа опирается на три точки опоры (рис. 3).
Каждая из опор в подвесе имеет цилиндрическую форму, равный диаметр и длину, опираются опоры они на шесть одинаковых сфер, тем самым каждая из опор имеет контакт в двух точках. Благодаря этим контактам формируется электрическая цепь, при касании щупом заготовки он отклоняется, пятно контакта изменяется, и периферийная электроника в щупе отслеживает изменение сопротивления. Именно это является спусковым механизмом для генерации сигнала касания и передачи от щупа к приемнику.
Важным показателем является повторяемость возвраста отклоненного наконечника в исходное состояние, это фактор, влияющий на точность и повторяемость щупа, для этого повес подпружинен, с целью обеспечения противосилы и возврата отклоненного наконечника в исходное состояние с высокой повторяемостью. Данные щупы обладают точностью ≤ 5 мкм и повторяемость 2ẟ ≤ 1 мкм.
Рис. 3. Измерительный щуп с резистивным сенсором.
Отличительной особенностью щупов в которых применяется тензометрия является очень высокая точность и повторяемость, а также минимальное усилие срабатывания. Как и описывалось ранее, в щупе установлен подпружиненный подвес и система тензодатчиков, которые в свою очередь преобразуют величину деформации в удобный для измерения электрический сигнал (рис. 4). Данные щупы обладают повторяемостью 2ẟ ≤ 0,25 мкм и точность ≤ 1 мкм. Применение тензометрии в измерительных щупах усложняет конструкцию, что в результате влияет на стоимость щупа.
Рис. 4. Измерительный щуп с тензодатчиками.
Щупы с оптическим сенсором, это еще одна запатентованная технология измерения в основе ее работы лежит фотоэлектрический метод считывания сигнала касания (рис. 5). Аналогично технологиям, описанным ранее, для обеспечения высокой повторяемости возврата в исходное положение данный щуп имеет подпружиненный подвес, и в отличии от щупов с технологией тензометрии, данный щуп имеет бесконтактный метод считывания, что в свою очередь существенно влияет на срок службы щупа. Пучок света, производимый диодом, попадает на систему линз, которая фокусирует его и передает на фотосчитывающий элемент. Вместе с отклонением наконечника щупа перемещается пучок света в этот момент фотосчитывающий элемент генерирует электрический ток, который в свою очередь будет являться сигналом касания. Как правило данные щупы обладают точностью ≤ 5 мкм и повторяемость 2ẟ ≤ 1 мкм.
Рис. 5. Измерительный щуп с фотоэлектрическим сенсором.
Несмотря на то, что стоимость измерительных щупов довольно велика, если сравнивать ее со стоимостью центроискателя или индикатора, вложенные средства очень быстро себя оправдывают при автоматизированных привязках заготовок или промежуточном контроле и измерении обработанной геометрии в автоматическом режиме по управляющей программе, без участия человека. Они существенно позволяют повысить точность обработки и сократить вспомогательное время наладки.
Темы
Инструмент
Как это работает
Рекомендуем прочесть
Настройка и калибровка измерительного щупа для привязки и измерения заготовки
При смене измерительного наконечника или его поломке, а также просто с определённым периодическим интервалом необходимо проводить проверку соосности, калибровку длины и радиуса измерительного щупа.
9 июл 2025
10 мин
1102
Инструкции
Инструмент
Калибровка щупа для привязки и контроля режущего инструмента
При снятии или замене щупа для привязки инструмента, износе контактной площадки, а также просто с определенным периодическим интервалом, необходимо проводить калибровку щупа для привязки и контроля режущего инструмента.
9 июл 2025
15 мин
1228
Инструкции
Инструмент
Настройка измерительного щупа
Проверку соосности, калибровку длины и радиуса измерительного щупа выполняют при поломке или замене измерительного наконечника. Если этого не делать, есть риск неправильно расположить заготовку на рабочем столе и выпустить бракованную деталь. В статье рассказываем, как настроить инструмент.
9 июл 2025
10 мин
1659
Инструкции
Инструмент
MACH JOURNAL
Всё что вы хотели узнать, но боялись спросить
Подписка на рассылку
Просто и понятно о металлообрабатывающем оборудовании
и режущем инструменте
Просто и понятно о режущем инструменте
и металлообрабатывающем оборудовании
Электронная почта*
Введите эл. почту
Адрес эл. почты введён с ошибкой
Новая эл. почта должна отличаться от текущей
Введенная эл. почта уже используется другим пользователем
в нашей системе
























 Каталог товаров
Каталог товаров









