Метчики: от простых инструментов до современных технологий резьбонарезания
9 июл 2025
8 мин
722
Сложно представить, но раньше не было стандартов резьбы, и гайки подходили только к той паре болта, вместе с которой они были изготовлены. Сейчас это кажется немыслимым, — почти любая техника, мебель или оборудование не может обойтись без дешевого, взаимозаменяемого элемента крепления.
До начала XIX века винты, болты и гайки были нетехнологичными и жутко трудоёмкими в изготовлении. Всё тот же легендарный Генри Модсли, изобревший до этого токарно-винторезный станок, благодаря своему новоиспеченному изобретению смог решить и эту проблему. В своей мастерской он стандартизовал процесс нарезания резьбы и выпустил набор метчиков с плашками.
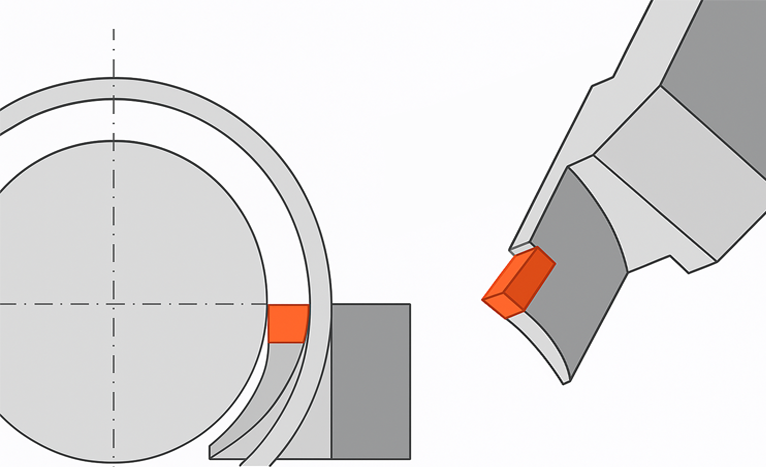
По своей сути метчик – это винт, имеющий на вершине заходную часть в форме конуса (её называют режущей частью) и канавки вдоль тела (каналы для вывода формируемой стружки). Цилиндрическую часть с зубьями называют калибрующей частью. Зубья в сечении повторяют профиль нарезаемой резьбы. Метчик позволяет нарезать резьбу в предварительно просверленном отверстии.
Чтобы минимизировать риск заклинивания метчика в отверстии, заднюю поверхность рабочей части затыловывают. По сути, это главный задний угол, как у токарного резца. Ручные метчики использовались в паре с воротком, чтобы с помощью плеча облегчить процесс резания. За счёт винтовой части во время прокручивания воротка происходит самозятягивание инструмента в отверстие.
Для изготовления резьбы в труднообрабатываемых материалах изготавливается комплект из нескольких метчиков с разными длинами конуса режущей части. Чем длиннее конусная часть, тем легче проходит процесс врезания за счет уменьшения толщины сечения срезаемой стружки. Каждый следующий метчик имеет более короткую конусную часть. Это позволяет увеличить длину нарезаемой резьбы.
В России упоминание первых метчиков было зафиксировано в каталоге Торгово-промышленного товарищества «Василий Осипович Красавин с Братьями» в 1899 г. (рис. 1 и 2).
Рис. 1. Раздел каталога с метчиками газовой резьбы.
Рис. 2. Страница каталога Торгово-промышленного товарищества «Василий Осипович Красавин с Братьями» (1899 г.).
Особенность метчика заключается в том, что один инструмент позволяет изготовить только один типоразмер резьбы определенного диаметра с определенным шагом. Это ограничение повлияло на кол-во номенклатуры данного вида инструмента, т. к. с развитием промышленности развивались и многочисленные стандарты резьб. Практически каждые направления отрасли, такие как авиация, тяжелое машиностроение либо газовая отрасль имеют свои стандарты резьб. Эти стандарты отличаются еще и от страны происхождения.
Метчики в основном изготавливаются из быстрореза либо твердого сплава. Машинные метчики получили своё наследие в геометрии режущей и калибрующей части. Один машинный метчик способен изготовить резьбу за один проход и не требует разделять процесс резания на этапы. Но в зависимости от типа отверстия (глухое или сквозное) имеет различия в конструкции. Так классифицируют метчики с прямыми, спиральными стружечными канавками и со спиралевидной подточкой. Помимо этого, существуют еще метчики-раскатники.
Метчики-раскатники
Раскатники не имеют стружечных канавок и внешне очень напоминают болт. Их особенность в том, что они в процессе резания не формируют стружку, а деформируют внутренний слой отверстия и таким образом формируют профиль резьбы. Из-за этой особенности раскатники способны выполнять резьбу в глухих и сквозных отверстиях.
Метчики с прямыми стружечными канавками
Метчики с прямыми стружечными канавками в зависимости от обрабатываемых материалов способны нарезать резьбу в глухих и сквозных отверстиях.
Метчики со спиральными стружечными канавками
Спиральные стружечные канавки в метчике позволяют эвакуировать стружку в обратном направлении относительно подачи. Поэтому такие метчики используют при нарезании резьбы в глухих отверстиях.
Метчики со спиральной подточкой
Метчики со спиральной подточкой применяют только при нарезании резьб в сквозных отверстиях.
Наличие конусной части на метчике накладывает ряд ограничений и требований при нарезке резьбы. При нарезании резьбы в глухих отверстиях необходимо рассчитывать длину прохода метчика и увеличивать её на величину конусной части, чтобы сформировать резьбу заданной длины. Нужно сопоставлять глубину отверстия и путь метчика, чтобы не было контакта торца метчика и дна отверстия.
Так же из-за большой площади контакта режущей части, самым сложным моментом в нарезании резьбы на станке является вывод инструмента. Помимо обратной подачи требуется включение обратного вращения шпинделя. В момент смены направления движения внутренние напряжения в инструменте приводят к закусыванию. Помимо этого, не успевшая эвакуироваться стружка может застрять между зубом и поверхностью отверстия, что приводит к заклиниванию и поломке инструмента.
Первую проблему решают с помощью разработанных компенсационных патронов. Вторую – с помощью обильного смазывания метчика.
Темы
Инструмент
Как это работает
Рекомендуем прочесть
Как работает токарный резец
История появления резца, как орудия труда можно отнести к эпохе становления самого человечества. Благодаря этому инструменту удавалось механически воздействовать на форму изготавливаемых предметов. Современные резцы сильно отличаются от своих прародителей, но несмотря на это, спустя тысячелетия функция резца не изменилась.
9 июл 2025
5 мин
1241
Инструмент
Как это работает
Особенности канавочного резца
Канавочные резцы, как и проходные имели свою эволюцию развития и сейчас достигли уровня, когда один канавочный резец способен выполнять функции двух разных резцов. И нет, мы не имеем в виду объединение операций отрезки и обработки канавки. Но об этом позже.
9 июл 2025
5 мин
1200
Инструмент
Как это работает
Отрезной резец — ключ к эффективной резке
Отрезной и канавочный резцы имеют общую конструкцию с небольшим отличием. У отрезного резца есть угол наклона режущей кромки. Ниже расскажем для чего он предназначен.
9 июл 2025
5 мин
975
Инструмент
Как это работает
MACH JOURNAL
Всё что вы хотели узнать, но боялись спросить
Подписка на рассылку
Просто и понятно о металлообрабатывающем оборудовании
и режущем инструменте
Просто и понятно о режущем инструменте
и металлообрабатывающем оборудовании
Электронная почта*
Введите эл. почту
Адрес эл. почты введён с ошибкой
Новая эл. почта должна отличаться от текущей
Введенная эл. почта уже используется другим пользователем
в нашей системе
Продолжая пользоваться сайтом, вы даёте согласие на использование файлов cookies и
обработку персональных данных, собираемых посредством метрической программы «Яндекс Метрика»,
в целях аналитики посещаемости сайта. Вы можете изменить настройки cookie-файлов в любой момент.























 Каталог товаров
Каталог товаров









