Существенный недостаток резцов из быстрорежущей стали и напаек из твердого сплава заключался в их монолитности. Ведь изменение одного параметра режущей кромки требовало создание нового резца. Плодилась огромная номенклатура из стандартных и доработанных резцов. Последние создавали особые трудности в планировании производства и учете в технологических процессах. Преследуя цель сокращения этой номенклатуры, инженеры стремились к созданию модульного инструмента. Так появился резец со сменными режущими пластинами из твердого сплава. Эта разработка дала новый виток в развитии металлообрабатывающей отрасли, что позволило существенно расширить горизонты возможностей.
Общая конструкция
Рассмотрим конструкцию токарных резцов и поймем их преимущества и недостатки. Токарный резец со сменной режущей пластиной состоит из державки, сменной режущей пластины (из твердого сплава или керамики), опорной пластины, механизма крепления. Опорные пластины как правило тоже выполняются из шлифованного твердого сплава. Они защищают посадочное гнездо от механических воздействий стружки и выкрашивания режущей пластины, применяются в державках, предназначенных для черновых операций, там, где возникают экстремальные нагрузки.
Державка состоит из хвостовика и рабочей части. Хвостовик может иметь квадратное, прямоугольное (для тяжелого точения) или круглое сечение. В рабочей части державки выполнено посадочное гнездо под пластину и интегрирован механизм крепления. Далее рассмотрим наиболее популярные методы (механизмы) крепления сменных токарных пластин.
Верхний прихват
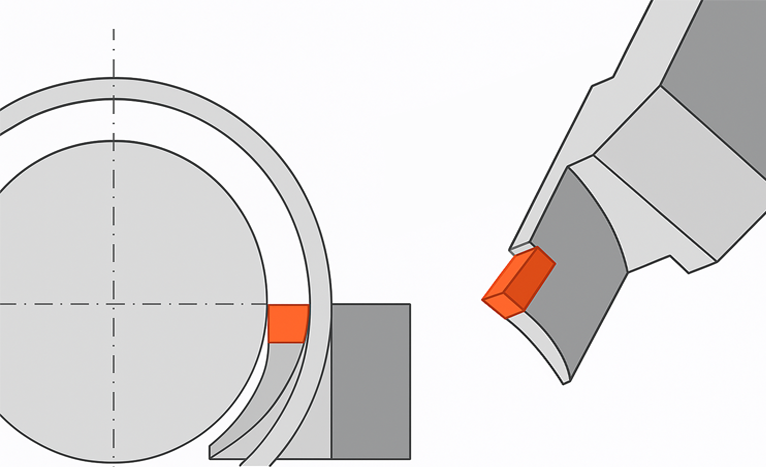
На рис. 1 пластина фиксируется на державке с помощью верхнего прихвата. Механизм крепления прост и состоит из лапки (прижима) и регулировочного винта. Как правило такой метод крепления идёт в паре с опорной пластиной. Принцип фиксации не сложен: режущая пластина помещается в посадочное место. Затем вкручивая винт с лапкой, лапка позиционируется в предназначенном для неё пазе внутри державки и свободным концом прижимает установленную пластину. В случае, если пластина имеет центральное отверстие, то дополнительно лапка подтягивает пластину и прижимает к базовым поверхностям державки, тем самым улучшая точность позиционирования пластины.
Преимущества верхнего прихвата
Явное преимущество такого метода крепления – это его надежность и простота. Чтобы изъять пластину из корпуса достаточно провернуть винт в обратном направлении на 2-3 витка. Нет необходимости в полном разборе механизма. Так же лапка служит как дополнительный стружколом, закручивая сильнее стружку.
Недостатки верхнего прихвата
Из недостатков — это громоздкость конструкции, её проблематично использовать в расточных державках, т. к. лапка препятствует сходу стружки и повышает риск закупоривания. При наружном точении лапка также подвергается интенсивному износу под воздействием сходящей стружки, помимо этого лапка затрудняет подвод СОЖ в зону резания. Чаще всего поток жидкости ударяется о затылок лапки и рассеивается, не доходя до пластины. Ну и основное – это погрешность установки пластины.
Применение
Крепление прихватом применяется в державках только для черновых и получистовых операций.
Рис. 1. Метод крепления за счет верхнего прихвата.
«Сапожок»
На рис. 2 изображен метод крепления «сапожком». Это механизм, состоящий из Г-образного рычага («сапожка»), регулировочного винта с левой и правой резьбой. Режущая пластина помещается в посадочное гнездо. Затягивая регулировочный винт, создается давление на одно плечо рычага. Под этим воздействием винта рычаг начинает поворачиваться относительно точки опоры и вторым плечом рычаг воздействует на стенку отверстия режущей пластины, тем самым прижимая её к опорным поверхностям гнезда. Следует отметить, что во время вкручивания винта необходимо дополнительно следить за тем, чтобы пластина располагалась ровно на дне гнезда, чтобы исключить риск перекоса и неправильного базирования.
Преимущества «сапожка»
Плюсом такого метода является «скрытость механизма». Нет элементов, способных препятствовать сходу стружке и подаче СОЖ.
Недостатки «сапожка»
По сравнению с креплением прижимом сверху, крепление сапожком не способно обеспечить надежную фиксацию при экстремальных нагрузках, т.к. вектор силы крепления направлен перпендикулярно силам резания. А это значит, что есть риск подрыва пластины.
Применение
Крепление «сапожком» применяется в державках для получистовых и чистовых операций и в операциях растачивания отверстий.
Рис. 2. Метод крепления «сапожком».
Винт с эксцентриковой шляпкой
На рис. 3 изображен третий способ крепления – крепление винтом с эксцентриковой шляпкой. В отличие от прижима прихватом сверху и сапожком имеет самую простую конструкцию, состоящую из одного винта. Это деликатное крепление требует работы с динамометрической отверткой. При достижения заданного момента затяжки, эксцентриковая шляпка винта воздействует на стенки отверстия пластины и прижимает её к опорным поверхностям посадочного гнезда.
Преимущества винта с эксцентриковой шляпкой
Очевидные плюсы помимо простоты заключаются в простоте схода стружки, как у сапожка, но не требует дополнительного воздействия, т.к. винт воздействует на пластину в двух направлениях.
Недостатки винта с эксцентриковой шляпкой
Существенным недостатком такого метода является то, что для замены пластины винт необходимо полностью выкрутить. А это повышает риск потери винта.
Применение
Крепление винтом с эксцентриковой шляпкой применяется в державках для наружного и внутреннего точения на чистовых операциях.
Рис. 3. Метод крепления винтом с эксцентриковой шляпкой.
Комбинированный метод крепления
Последний популярный тип крепления токарных пластин, изображенный на рис. 4, представляет симбиоз всех предыдущих методов крепления. Однако несмотря на симбиоз плюсов, также совмещает в себе и недостатки.
Преимущества комбинированного метода крепления
Крепление штифтом через отверстие и прихватом сверху имеет неоспоримые преимущества, как и «классический» прижим сверху. Это надежная конструкция позволяющая работать на черновых и получистовых операциях. Но дополнительный штифт с эксцентриком увеличивает точность позиционирования, что позволяет использовать резец и при чистовых операциях.
Недостатки комбинированного метода крепления
Унаследованный недостаток — это препятствие подачи СОЖ и препятствие для схода стружки. Помимо этого, механизм состоит из большого числа элементов, что также можно отнести к недостатку.
Применение
Комбинированный метод крепления применяется в державках для черновых, получистовых и чистовых операций.
Рис. 4. Комбинированный метод крепления.
Заключение
На данный момент каждый производитель токарных державок производит винты, лапки, прижимы своих типоразмеров, чтобы исключить возможность замены элементами конкурента. Помимо этого, могут дорабатываться, улучшаться и видоизменяться описанные нами типы крепления пластин, но неизменным остается принцип фиксации.
Внимание!
При закручивании винтов нужно использовать динамометрические ключи с необходимым моментом затяжки, так как не докрученный или перекрученный винт в процессе обработки может привести к аварийной ситуации, повредить деталь, инструмент или даже станок.
При работе с токарными державками необходимо соблюдать чистоту посадочных мест, аккуратно удалять мелкую стружку, застрявшую в гнезде или механизмах крепления. Винты периодически смазывать графитовой смазкой, чтобы исключить риск закисания в корпусе. И обязательно перед началом работы проводить инспекцию рабочих поверхностей, опорных пластин и креплений на предмет дефектов.
Темы
Инструкции
Инструмент
Рекомендуем прочесть
Как работает токарный резец
История появления резца, как орудия труда можно отнести к эпохе становления самого человечества. Благодаря этому инструменту удавалось механически воздействовать на форму изготавливаемых предметов. Современные резцы сильно отличаются от своих прародителей, но несмотря на это, спустя тысячелетия функция резца не изменилась.
9 июл 2025
5 мин
1958
Инструмент
Как это работает
Особенности канавочного резца
Канавочные резцы, как и проходные имели свою эволюцию развития и сейчас достигли уровня, когда один канавочный резец способен выполнять функции двух разных резцов. И нет, мы не имеем в виду объединение операций отрезки и обработки канавки. Но об этом позже.
9 июл 2025
5 мин
1712
Инструмент
Как это работает
Отрезной резец — ключ к эффективной резке
Отрезной и канавочный резцы имеют общую конструкцию с небольшим отличием. У отрезного резца есть угол наклона режущей кромки. Ниже расскажем для чего он предназначен.
9 июл 2025
5 мин
1303
Инструмент
Как это работает
MACH JOURNAL
Всё что вы хотели узнать, но боялись спросить
Подписка на рассылку
Просто и понятно о металлообрабатывающем оборудовании
и режущем инструменте
Просто и понятно о режущем инструменте
и металлообрабатывающем оборудовании
Электронная почта*
Введите эл. почту
Адрес эл. почты введён с ошибкой
Новая эл. почта должна отличаться от текущей
Введенная эл. почта уже используется другим пользователем
в нашей системе
Продолжая пользоваться сайтом, вы даёте согласие на использование файлов cookies и
обработку персональных данных, собираемых посредством метрической программы «Яндекс Метрика»,
в целях аналитики посещаемости сайта. Вы можете изменить настройки cookie-файлов в любой момент.

























 Каталог товаров
Каталог товаров









