Калибровка щупа для привязки и контроля режущего инструмента
9 июл 2025
15 мин
1608
При снятии или замене щупа для привязки инструмента, износе контактной площадки, а также просто с определенным периодическим интервалом, необходимо проводить калибровку щупа для привязки и контроля режущего инструмента.
Контактные щупы применяются в основном на трех-координатных обрабатывающих центрах, располагаются они в рабочем пространстве станка, в большинстве случаев на столе станка (в каком-то из крайних положений, чтобы не мешаться при обработке детали). Но если стоит задача демонтировать щуп с целью задействовать рабочее пространства станка по максимуму, то после установки и закрепления его обратно потребуется провести его настройку.
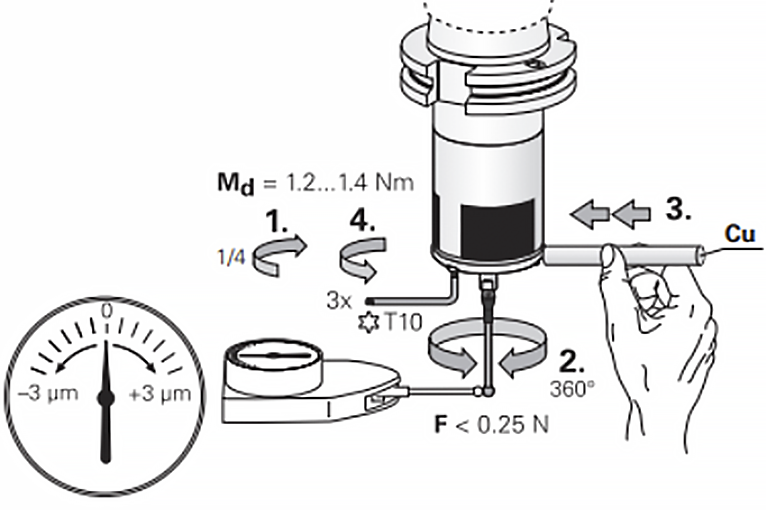
Для настройки устанавливаем магнитную индикаторную стойку на корпус шпиндельного узла, в которую закрепляем индикатор с ценой деления в 1 мкм и усилием нажима <0.25Н. Подъезжаем индикатором к торцевой плоскости контактной площадки и касаемся ее. Начинаем выкатывать площадку в двух направлений, вдоль осей X и Y (рис. 1).
Для точного измерения режущего инструмента необходимо выкатать площадку с допуском в 5 мкм, если данное значение не достигается, то необходимо произвести настройку регулировочными винтами в соответствии с монтажной инструкцией производителя щупа.
После настройки положения контактной площадки, можно приступать к калибровке датчика. В зависимости от системы управления технология может незначительно отличаться, но в целом нужно начать с определения положения контактной площадки щупа в рабочем пространстве станка.
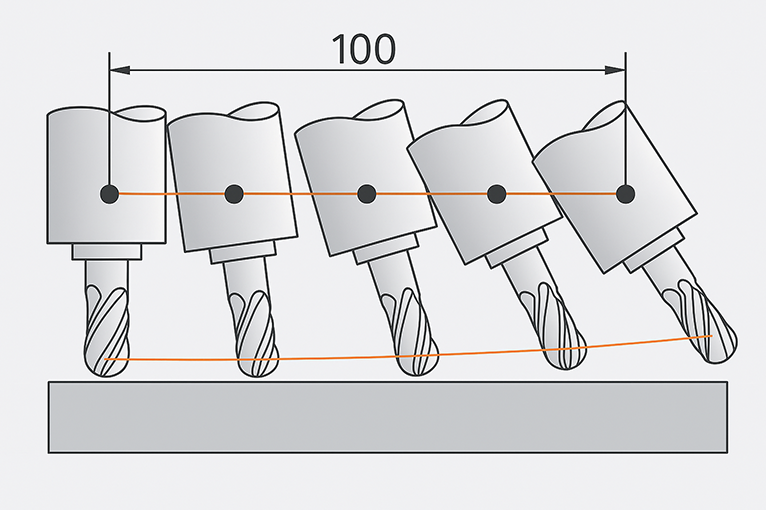
Самым простым вариантом будет вызвать с нужным корректором в шпиндель станка сверло, фрезу или центровку небольшого диаметра, после чего с помощью маховичка подъехать к центру контактной площадки на максимально близкое расстояние по высоте, но так чтобы инструмент не касался ее. В системе управления активировать отображение системы координат станка и перезаписать данные положения по осям X, Y, Z в машинные параметры системы управления или переменные отвечающие за значение этой позиции. Затем необходимо вызвать из магазина станка в шпиндель эталонный калибровочный инструмент (рис. 2), подъехать приблизительно к центру контактной площадки и активировать цикл калибровки. Эталонный калибровочный инструмент, представляет не разборную инструментальную сборку, на которой награвированы ее точные геометрические параметры.
Если оправка отсутствует, или по каким-то причинам не была поставлена вместе со станком, ее можно приобрести у производителя щупа или поставщика оборудования.
Рис. 2. Калибровки измерительного щупа по радиусу от эталонного кольца.
На практике многие пользователи сами изготавливают данную оправку или обходятся хвостовиком от сломанной фрезы или сверла, собирают инструментальную сборку в цанговом патроне и получают «псевдо» калибр. В принципе это допускается если класс точности оборудования невысокий, но тут следует отметить следующий момент, важно обратить внимание на осевое и радиальное биение эталона в шпинделе станка, оно должно отсутствовать, только тогда вы сможете точно откалибровать щуп.
Если «псевдо» калибр собран и биение в нем отсутствует, то перед началом калибровки нужно определить его радиус (диаметр) и вылет отправки от торца шпинделя до вершины калибра. Для измерения радиуса (диаметра), можно воспользоваться микрометром.
Чтобы определить длину эталона, на станке выключаются все трансформации, оси станка возвращаются в исходное положение и удаляются все размеры длины и корректора у «псевдо» калибра в таблице инструментов и корректоров соответственно.
Далее вызывается калибр из инструментального магазина станка в шпиндель, перед этим важно проверить что все данные стерты и на экране системы управления отображаются длина и радиус щупа равные нулю, вызывается и активируется любое смещение нулевой точки детали (G54, G55, G56 и т.д.), которое желательно предварительно обнулить. Затем открываются защитные двери рабочей кабины станка и калибр вынимается вручную.
Торец шпинделя подводится к предварительно очищенному столу станка (без грязи, стружки, заусенцев, забоин и т.д.) на расстояние равное имеющейся плитки Иогансона (образцовая мера длины (эталон) от 0,5 до 1000 мм, выполненная в форме прямоугольного параллелепипеда).
Очень важно соблюдать аккуратность и безопасность, так как если совершить наезд на плитку в направлении оси Z, то можно повредить шпиндельную головку.
Для безопасной установки расстояния между столом станка, плиткой, торцом шпинделя, рекомендуется сначала убрать плитку из зоны измерения, с помощью маховичка, приблизительно подъехать шпинделем на высоту плитки, вставить плитку для того чтобы определить расстояние, которое нужно еще проехать, убрать ее, снова переместить шпиндель, еще раз вставить плитку, и так повторять данную процедуру раз за разом, пока плитка не будет плотно проходить между торцом шпинделя и столом (не болтаться, не забиваться туда «молотком», а с небольшим натягом, туго входить).
Затем системе управления нужно задать привязку нуля детали по оси Z в данной точке. Тем самым происходит совмещение нулевой точки детали и торца шпинделя.
Следующим этапом необходимо установить калибр в шпиндель станка. Для этого поднимаем шпиндель на высоту, необходимую для безопасной установки и вставляем калибр в правильном положение (пользуясь рекомендациями производителя станка). Калибром нужно предпозиционироваться над плиткой Иогансона и по аналогии с совмещением нуля детали и торца шпинделя, совместить ноль детали с торцевой плоскостью на калибре. После чего на индикации позиции в системе управления (в системе координат детали) появится значение длины калибра, его нужно переписать в таблицу инструмента и заново вызвать калибр.
Сама процедура работы цикла калибровки довольно проста, в зависимости от логики цикла или системы управления она может отличаться, но имеет общую технологию. После запуска цикла, калибр касается один (или несколько) раз контактной площадки в направлении оси Z, затем перемещается в бок и опускается, для касания контактной площадки в радиальном направлении с четырех сторон, разворачивается на 180 градусов и еще раз касается контактной площадки в радиальном направлении с четырех сторон, после окончания цикла калибр поднимается на плоскость безопасности. На этом шаге процедура калибровки щупа считается завершенной.
Бесконтактные системы для измерения инструмента настраиваются сложнее, но как правило, они установлены в рабочем кабинете станка стационарно вне стола станка, соответственно оператору не нужно демонтировать систему для увеличения зоны обработки, а достаточно периодически проводить калибровку лазерного луча. Как правило, вместе с заказом лазерной системы на этапе покупки станка, заказывается эталонный калибр (рис. 3), — при пусконаладочных работах калибр прописывается в таблицу инструмента системы управления.
Рис. 3. Эталон для калибровки бесконтактной измерительной системы.
Для калибровки лазерной системы достаточно вызвать эталонный калибр с нужным корректором в шпиндель станка и запустить цикл калибровки лазера (никакие настройки менять не нужно), от оператора больше ничего не требуется делать, все произойдет автоматически. Калибр вращаясь (на оборотах, заданных в параметрах) подъедет к лазерному лучу и начнет перемещаться до пересечения с ним в осевом и радиальном направлении, после окончания цикла калибр вернется на плоскость безопасности, на этом цикл калибровки считается завершенным.
Темы
Инструкции
Инструмент
Рекомендуем прочесть
Настройка и калибровка измерительного щупа для привязки и измерения заготовки
При смене измерительного наконечника или его поломке, а также просто с определённым периодическим интервалом необходимо проводить проверку соосности, калибровку длины и радиуса измерительного щупа.
9 июл 2025
10 мин
1567
Инструкции
Инструмент
Контроль положения центра инструмента (RTCP)
Современное автоматизированное производство невозможно представить без станков с числовым программным управлением и программных сред для автоматизированной подготовки управляющих программ.
9 июл 2025
8 мин
1467
Инструкции
Инструмент
Измерительные системы для привязки режущего инструмента
На токарных и фрезерных обрабатывающих центрах довольно серьезный объем времени тратиться на измерение геометрических параметров режущего инструмента, а также их корректировку в процессе работы. Измерительные системы помогают сократить время настройки инструмента, увеличить коэффициент полезной загрузки оборудования, а также повысить точность размеров готовой детали.
9 июл 2025
10 мин
945
Инструмент
Как это работает
Благодарим Вас за выбор нашего технологического центра!
В ближайшее время наш менеджер свяжется с вами для
согласования деталей.
Мы уже получили Вашу заявку на посещение нашего
технологического центра.
В ближайшее время наш менеджер свяжется с вами для
согласования деталей.
Продолжая пользоваться сайтом, вы даёте согласие на использование файлов cookies и
обработку персональных данных, собираемых посредством метрической программы «Яндекс Метрика»,
в целях аналитики посещаемости сайта. Вы можете изменить настройки cookie-файлов в любой момент.
















 Каталог товаров
Каталог товаров










