Проверку соосности, калибровку длины и радиуса измерительного щупа выполняют при поломке или замене измерительного наконечника. Если этого не делать, есть риск неправильно расположить заготовку на рабочем столе и выпустить бракованную деталь. В статье рассказываем, как настроить инструмент.
Как выставить соосность
Это важная процедура перед калибровкой щупа, особенно для станков, у которых нет ориентации шпинделя на заданный угол или система управления не может компенсировать значение биения щупа.
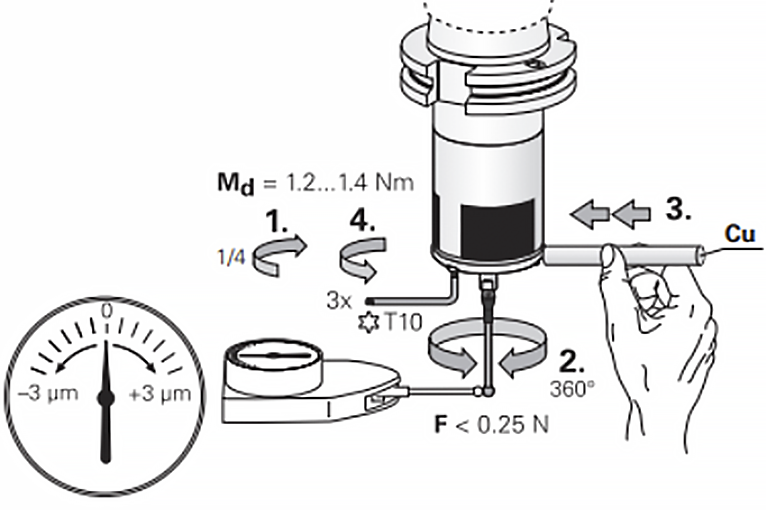
Чтобы добиться идеальной соосности щупа относительно оси вращения шпинделя, нужно полностью устранить радиальное биение щупа. Для этого установите измерительный щуп в шпиндель. На рабочий стол станка поставьте магнитную стойку с индикатором, величина деления которого равна 1мкм, а усилие нажима меньше 0,25 Н.
Индикатор должен упираться в сферический наконечник из синтетического рубина, который расположен на вершине щупа, как это показано на рисунке ниже. Теперь обнулите значения индикатора и начинайте вращать щуп в шпинделе станка, чтобы определить значение предельного биения. Обычно оно указывается в документации к измерительному щупу и на практике в среднем не должно превышать 3 мкм.
Рис. 1. Схема настройки оси измерительного щупа относительно оси вращения шпинделя.
Если значение предельного отклонения больше 3мкм, ослабьте фиксационные винты и настройте биение щупа как можно точнее — следуйте указаниям производителя инструмента.
После выставления соосности можно приступить к калибровке измерительного щупа. Она состоит из двух операций: калибровки длины и калибровки радиуса.
Как откалибровать длину щупа
Откалибровать длину щупа — значит определить размер вылета от торца шпинделя до вершины щупа.
Самый простой способ сделать это — найти фиксированную точку, которой будет касаться щуп при калибровке. Для этого:
Очистите рабочий стол станка от грязи, стружки, заусенцев, забоин и других дефектов.
Подготовьте плитку Иогансона — это образцовая мера длины (эталон) от 0,5 до 1000 мм, выполненная в форме прямоугольного параллелепипеда.
Выключите на станке все трансформации, верните оси станка в исходное положение и удалите все размеры длины и корректора у измерительного щупа в таблице инструментов и корректоров соответственно.
Проверьте, чтобы на экране системы управления длина и радиус щупа были равны нулю.
Убедитесь, что вызывается и активируется любое смещение нулевой точки детали, например G54, G55, G56 и т.д. (его тоже лучше предварительно обнулить).
Вызовите щуп из инструментального магазина станка в шпиндель.
Откройте защитные двери рабочей кабины станка и выньте щуп вручную.
Подведите торец шпинделя к столу станка на расстояние, равное вашей плитке Иогансона. Будьте аккуратны: если наехать на плитку в направлении оси Z, можно повредить шпиндельную головку.
Чтобы безопасно установить расстояние между столом станка и торцом шпинделя, рекомендуем сначала убрать плитку из зоны измерения. Затем с помощью маховичка подведите шпиндель примерно на высоту плитки. Вставьте плитку и посмотрите, какое еще расстояние нужно проехать. Уберите плитку, снова переместите шпиндель и повторите процедуру несколько раз — до тех пор, пока плитка не будет туго, с небольшим натягом проходить между торцом шпинделя и столом. Она не должна ни болтаться, ни забиваться в зазор «молотком».
Затем задайте системе управления привязку нуля детали по оси Z в данной точке. Так вы совместите нулевую точку детали и торец шпинделя.
Теперь установите щуп в шпиндель станка. Для этого поднимите шпиндель на высоту, необходимую для установки щупа, и вставьте щуп в правильном положении — четко по рекомендациям производителя станка.
Предпозиционируйтесь щупом над плиткой Иогансона и активируйте в системе управления цикл калибровки щупа по длине. Измерительный щуп начнет опускаться по циклу в автоматическом режиме до контакта с плиткой, после чего вернется на исходную высоту.
После калибровки проверьте новое значение длины щупа в таблице инструмента. В зависимости от системы управления оно может быть автоматически внесено в таблицу инструмента, переменные или машинные параметры, откуда его нужно будет перезаписать в таблицу вручную. Перевызовите щуп с нужным корректором и убедитесь, что на экране активного статуса инструмента отображается новая измеренная длина. Если все верно, калибровка по длине завершена.
Как откалибровать измерительный щуп по радиусу
Для калибровки по радиусу в современных системах управления используют три способа (рис. 2): от эталонного кольца, от эталонной цилиндрической цапфы и от высокоточной сферы.
Рис. 2. Способы калибровки измерительного щупа по радиусу.
Чаще всего проводят калибровку от эталонного кольца. Вот что для этого потребуется:
Приобретите эталонное кольцо — это средство измерения с идеально точными размерами, которое выполнено по особой спецификации и официально утверждено в качестве эталона.
Закрепите эталонное кольцо с помощью пластилина на предварительно очищенном рабочем столе станка.
Переместите измерительный щуп внутрь кольца и позиционируйте его приблизительно в центре, как на рисунке ниже.
Активируйте цикл калибровки по радиусу. Для этого укажите в программе точный размер эталонного кольца — он, как правило, выгравирован на его поверхности.
После запуска цикла калибровки измерительный щуп коснется кольца в четырех точках. Возможно, это произойдет несколько раз, все зависит от логики цикла. Затем щуп развернется на 180° и проведет повторный замер этих же четырех точек. Это нужно, чтобы определить радиус сферы наконечника щупа и величины смещения оси щупа относительно оси шпинделя в направлениях X и Y.
Рис. 3. Калибровка измерительного щупа по радиусу от эталонного кольца.
Теперь проверьте новые значения радиуса и эксцентриситетов оси щупа в таблице инструментов. В зависимости от системы управления эти значения могут быть автоматически внесены в таблицу инструмента, переменные или машинные параметры, откуда их нужно будет перезаписать в таблицу вручную. Перевызовите щуп с нужным корректором и убедитесь, что на экране активного статуса инструмента отображается новый измеренный радиус щупа. Если все верно, калибровка по радиусу завершена.
Внимание!
Чем точнее и аккуратнее вы выполните калибровку измерительного щупа, тем точнее будут результаты измерений на станке. Если класс точности оборудования невысокий и калибровочного кольца нет, попробуйте воспользоваться подручными средствами, например внутренним кольцом от подшипника с классной посадкой.
Чтобы проверить правильность калибровки по радиусу, вы можете измерить радиус эталонного кольца — фактический и номинальный размеры кольца должны совпасть.
Темы
Инструкции
Инструмент
Рекомендуем прочесть
Настройка и калибровка измерительного щупа для привязки и измерения заготовки
При смене измерительного наконечника или его поломке, а также просто с определённым периодическим интервалом необходимо проводить проверку соосности, калибровку длины и радиуса измерительного щупа.
9 июл 2025
10 мин
1711
Инструкции
Инструмент
Калибровка щупа для привязки и контроля режущего инструмента
При снятии или замене щупа для привязки инструмента, износе контактной площадки, а также просто с определенным периодическим интервалом, необходимо проводить калибровку щупа для привязки и контроля режущего инструмента.
9 июл 2025
15 мин
1701
Инструкции
Инструмент
Измерительные щупы для привязки заготовок
На токарных и фрезерных обрабатывающих центрах довольно серьезный объем времени тратиться на выставление заготовки, ее привязку и последующий промежуточный контроль в процессе работы. Измерительные щупы помогают сократить время настройки, увеличить коэффициент полезной загрузки оборудования, а также повысить точность размеров готовой детали.
9 июл 2025
912
Инструмент
Как это работает
Благодарим Вас за выбор нашего технологического центра!
В ближайшее время наш менеджер свяжется с вами для
согласования деталей.
Мы уже получили Вашу заявку на посещение нашего
технологического центра.
В ближайшее время наш менеджер свяжется с вами для
согласования деталей.
Продолжая пользоваться сайтом, вы даёте согласие на использование файлов cookies и
обработку персональных данных, собираемых посредством метрической программы «Яндекс Метрика»,
в целях аналитики посещаемости сайта. Вы можете изменить настройки cookie-файлов в любой момент.















 Каталог товаров
Каталог товаров










