Канавочные резцы, как и проходные имели свою эволюцию развития и сейчас достигли уровня, когда один канавочный резец способен выполнять функции двух разных резцов. И нет, мы не имеем в виду объединение операций отрезки и обработки канавки. Но об этом позже.
Канавочные и отрезные резцы имеют общую конструкцию, с одним отличием. У канавочных резцов нет угла наклона режущей кромки. Благодаря чему канавочный резец способен выполнить прямоугольный уступ. Однако на этом отличия не заканчиваются. Помимо радиального исполнения существуют канавочные резцы торцевого исполнения.
Как и у проходного резца у канавочного резца есть задняя и передняя главные плоскости. Пересечение этих поверхностей формируют главную режущую кромку. Так же у резца есть две симметричные вспомогательные задние поверхности.
Все эти плоскости имеют угловые параметры. Угол, характеризующий наклон задней главной плоскости именуется задним углом. Передний угол является углом наклона передней поверхности. Задние вспомогательные углы определяют положение задних вспомогательных поверхностей.
Как и при отрезке, так и при формировании канавок ключевым параметром является ширина резца. Чем меньше ширина, тем меньше силы резания, тем меньше тепла выделяется в зоне обработки. Это в свою очередь позволяет лучше контролировать процесс и выдерживать требуемые размеры.
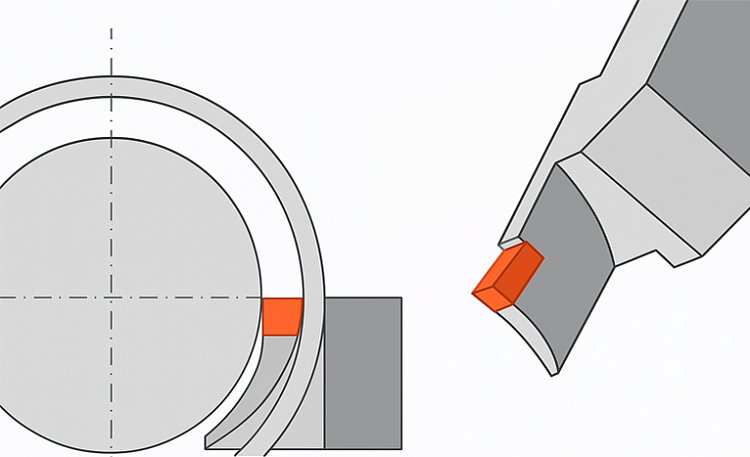
Торцевой канавочный резец имеет сложную эллипсообразную форму, позволяющая выполнять поднутрения с торца заготовки. Как и радиальный, торцевой канавочный резец имеет ограничения по вылету режущей части, а также ограничения в диапазоне диаметров врезания.
Рис. 1. Ограничения диапазонов врезания, вызванные особенностями конструкции режущей части резца.
При классическом радиальном или торцевом врезании резца в тело заготовки, в случае большого соотношения ширины канавки к глубине возникает сложная ситуация для эвакуирования стружки из зоны резания. Возрастает риск закупоривания стружки, что ведет к поломке инструмента и повреждению поверхности детали. Было придумано множество способов решения этой проблемы, но самым интересным решением стала новая разработка.
Современные технологии спекания и формирования режущих кромок на твердосплавных пластинах позволили совместить геометрию канавочного и проходного резца. Благодаря этому стало возможным совершать поперечные подачи. Это ускорило процесс обработки широких канавок.
Вместо классических чередующихся врезаний стало возможным протачивать канавки в разгонку и повысить стабильность обработки. Ну и в первую очередь такой метод позволил контролировать стружкообразование.
Привычная спиралевидная стружка преобразовалась в стружку, получаемую при продольном точении. О том в каких случаях выбирать классические методы резания или комбинированные, о режимах резания мы поговорим в следующей статье.
Темы
Инструмент
Как это работает
Рекомендуем прочесть
Как работает токарный резец
История появления резца, как орудия труда можно отнести к эпохе становления самого человечества. Благодаря этому инструменту удавалось механически воздействовать на форму изготавливаемых предметов. Современные резцы сильно отличаются от своих прародителей, но несмотря на это, спустя тысячелетия функция резца не изменилась.
9 июл 2025
5 мин
1150
Инструмент
Как это работает
Отрезной резец — ключ к эффективной резке
Отрезной и канавочный резцы имеют общую конструкцию с небольшим отличием. У отрезного резца есть угол наклона режущей кромки. Ниже расскажем для чего он предназначен.
9 июл 2025
5 мин
904
Инструмент
Как это работает
Метчики: от простых инструментов до современных технологий резьбонарезания
Сложно представить, но раньше не было стандартов резьбы, и гайки подходили только к той паре болта, вместе с которой они были изготовлены. Сейчас это кажется немыслимым, — почти любая техника, мебель или оборудование не может обойтись без дешевого, взаимозаменяемого элемента крепления.
9 июл 2025
8 мин
639
Инструмент
Как это работает
MACH JOURNAL
Всё что вы хотели узнать, но боялись спросить
Подписка на рассылку
Просто и понятно о металлообрабатывающем оборудовании
и режущем инструменте
Просто и понятно о режущем инструменте
и металлообрабатывающем оборудовании
Электронная почта*
Введите эл. почту
Адрес эл. почты введён с ошибкой
Новая эл. почта должна отличаться от текущей
Введенная эл. почта уже используется другим пользователем
в нашей системе






















 Каталог товаров
Каталог товаров









