Частоповторяющиеся технологические операции в системе управления приведены в виде циклов, это так же относится к циклам измерительного щупа.
Производители систем управления в данном случае идут разными путями, кто-то создает свои собственные циклы, которые будут работать с различными щупами, а кто-то отдаёт это дело на откуп производителей щупов или конечных пользователей. Важно всегда помнить, что щуп является всего лишь инструментом в руках оператора или программиста, и на сколько эффективно он будет работать, напрямую зависит от них самих.
Циклы измерительного щупа позволяют реализовать в системе управления довольно широкий спектр возможностей:
калибровку измерительного щупа;
компенсацию разворота детали;
установку точки привязки;
автоматический контроль обработанной геометрии на заготовке.
Оператору достаточно вручную или с помощью маховика установить измерительный щуп в нужное начальное положение, заполнить параметры измерительного цикла и отработать его в режиме ручного ввода данных, или составить полноценную управляющую программу для наладки или измерения детали и запустить ее в автоматическом режиме. Для проведения комплекса контрольных измерений непосредственно на станке, может использоваться автоматизированная подготовка управляющих программ измерения детали, для этого необходимо иметь специальный модуль измерений в CAM системе и постпроцессор, поддерживающий вывод измерительных циклов.
Компенсация разворота детали, незаменимая функция на фрезерных обрабатывающих центрах. При базировании заготовки на столе станка, она никогда не будет идеально лежать в направлении оси Х, как правило для этого оператор берет магнитную стойку с индикатором, устанавливает ее на шпиндель, упирает наконечник индикатора в заготовку (с предварительно подготовленными базами) и начинает перемещаться вдоль оси Х. Параллельно с этим действием оператор постукивает заготовку, так чтобы отклонения на индикаторе приблизились к нулевому значению.
В принципе ничего сложного довольно рядовая процедура для оператора (наладчика), но представьте, что у вас заготовка весом несколько тон или деталь предварительно обработана и вам нужно попасть в нее с допуском в несколько микрон. В любом случае это время, а время – это деньги, которые теряет предприятие при простое оборудования. Благодаря измерительному щупу нам достаточно коснуться заготовки в двух точках вдоль оси Х, и система управления автоматически развернет или скомпенсирует направление Х (рис. 1) таким образом, что оно станет параллельно оси станка.
Рис. 1. Компенсация разворота детали.
Рассмотрим практический пример, когда необходимо определить угол разворота заготовки для дальнейшего внесения данного значения в таблицу смещения ноля детали (рис. 2).
Рис. 2. Схематичное изображение развернутой заготовки.
Для этого необходимо предварительно указать временный ноль детали, путем приблизительного перемещения измерительного щупа на левый нижним углом заготовки, где расположена система координат.
Далее необходимо задать данную позицию системе управления как нулевую точку, от которой будут программироваться позиции точек измерения разворота.
Для безопасности все перемещения щупа лучше делать через «Защищенное перемещение», щуп должен быть активирован и если на его пути будет незапланированная преграда, на которую он наедет наконечником, сработает контакт, щуп отъедет назад и выдаст сообщение об ошибке, это предотвратит поломку наконечника.
Приступим к написанию программы:
G54
Активное смещение нулевой точки в системе координат детали
G65 P9703 X20. Y-20.
Защищенное перемещение в плоскости XY
G65 P9703 Z-5.
Защищенное перемещение вдоль оси Z (опускание на высоту измерения)
G65 P9700 A1. Y0.
Измерение точки 1 в направлении Y
G65P9703 X100. Y10.
Защищенное перемещение в плоскости XY
G65 P9700 A1. Y0.
Измерение точки 2 в направлении Y
G65 P9703 Z5.
Защищенное перемещение вдоль оси Z (подъем на высоту безопасности)
M30
Конец программы
Установка точки привязки, она же нулевая точка детали, на которую ссылается в управляющей программе функция G54 (G55, G56, G57 и т.д.), при помощи измерительного щупа становится простой и удобной. Больше не нужно вручную выкатывать центр отверстия или цапфы центрискателем для определения их центра (рис. 3).
Рис. 3. Схематичное изображение измерения центра отверстия.
Необходимо предварительно указать временный ноль детали, путем приблизительного перемещения измерительного щупа над центром отверстия и написать код программы на измерение:
G54
Активное смещение нулевой точки в системе координат детали
G65 P9703 X0. Y0.
Защищенное перемещение в плоскости XY
G65 P9703 Z-5.
Защищенное перемещение вдоль оси Z (опускание на высоту измерения)
G65 P9700 S80. W55.
Цикл определения нуля отверстия диаметром 80 миллиметров с сохранением координат центра в G55
G65 P9703 Z10.
Защищенное перемещение вдоль оси Z (подъем на высоту безопасности)
G65 P9703 X50. Y-50.
Защищенное перемещение в плоскости XY
G65 P9700 Z-10. W55.
Цикл определения нуля детали по оси Z с сохранением координат в G55 (-10 - расстояние от кончика шарика до измеряемой поверхности. Направление измерения определяется алгебраическим знаком)
G65 P9703 Z5.
Защищенное перемещение вдоль оси Z (подъем на высоту безопасности)
M30
Конец программы
В процессе измерения щуп предпозиционируется из исходного положения 1 в точку 2, от которой начнется измерение первой позиции, затем из точки 2 щуп переедет в точку 3 и начнет измерение второй позиции, из точки 3 в точку 4 и так далее, пока не будут измерены все 4 позиции. В результате система управления рассчитает координату центра отверстия и сохранит полученые значения в смещение нулевой точки по осям X и Y. Затем щуп поднимется на высоту безопасности Z10. и переместится в точку X50. Y-50, для привязки нуля детали по оси Z.
Автоматический контроль обработанной геометрии на заготовке незаменим в случаях, когда мы не уверенны в получившемся размере, например, мы хотим проконтролировать ширину обработанного паза (рис. 4). Для этого мы можем вставить непосредственно в код программы обработки вызов измерительного щупа и описать программу измерения.
Рис. 4. Схематичное изображение измерения паза.
Фрагмент программы для измерения паза будет выглядеть следующим образом:
G54
Активное смещение нулевой точки в системе координат детали
G65 P9703 X0. Y0.
Защищенное перемещение в плоскости XY
G65 P9703 Z-5.
Защищенное перемещение вдоль оси Z (опускание на высоту измерения)
G65 P9700 A1. S30. X1.
Цикл измерения паза шириной 30 миллиметров, X1. – инициализация оси измерения A1. – использование абсолютных размеров/p>
G65 P9703 Z5.
Защищенное перемещение вдоль оси Z (подъем на высоту безопасности)
M30
Конец программы
Из точки 1 щуп переместиться в точку 2 и начнет измерение первой стенки паза, затем из точки 2 в точку 3, там начнется измерение второй стенки паза. Результаты измерений система сохранит в переменную.
Программы измерения детали не ограничиваются набором циклов, их можно комбинировать. Результаты измерений, сохраненные в переменные, использовать в различных вычислений с применением программно-математического аппарата системы управления. Самое главное — это творческий подход программиста в решение поставленной производственной задачи.
Темы
Как это работает
Станки
Инструкции
Рекомендуем прочесть
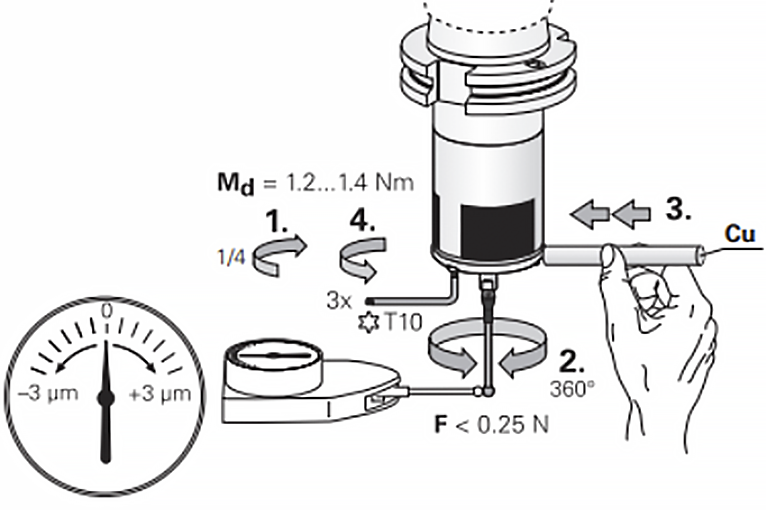
Настройка и калибровка измерительного щупа для привязки и измерения заготовки
При смене измерительного наконечника или его поломке, а также просто с определённым периодическим интервалом необходимо проводить проверку соосности, калибровку длины и радиуса измерительного щупа.
9 июл 2025
10 мин
1680
Инструкции
Инструмент
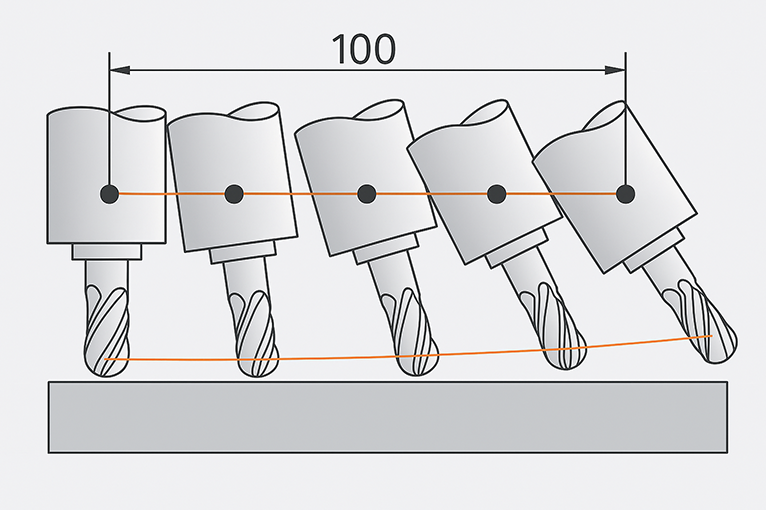
Контроль положения центра инструмента (RTCP)
Современное автоматизированное производство невозможно представить без станков с числовым программным управлением и программных сред для автоматизированной подготовки управляющих программ.
9 июл 2025
8 мин
1495
Инструкции
Инструмент
Измерительные системы для привязки режущего инструмента
На токарных и фрезерных обрабатывающих центрах довольно серьезный объем времени тратиться на измерение геометрических параметров режущего инструмента, а также их корректировку в процессе работы. Измерительные системы помогают сократить время настройки инструмента, увеличить коэффициент полезной загрузки оборудования, а также повысить точность размеров готовой детали.
9 июл 2025
10 мин
967
Инструмент
Как это работает
Благодарим Вас за выбор нашего технологического центра!
В ближайшее время наш менеджер свяжется с вами для
согласования деталей.
Мы уже получили Вашу заявку на посещение нашего
технологического центра.
В ближайшее время наш менеджер свяжется с вами для
согласования деталей.
Продолжая пользоваться сайтом, вы даёте согласие на использование файлов cookies и
обработку персональных данных, собираемых посредством метрической программы «Яндекс Метрика»,
в целях аналитики посещаемости сайта. Вы можете изменить настройки cookie-файлов в любой момент.
















 Каталог товаров
Каталог товаров










