Как провести 3D-коррекцию радиуса инструмента?

{kind=link}
Как провести 3D-коррекцию радиуса инструмента при его износе
Когда режущий инструмент изнашивается и перестает соответствовать размерам, которые рассчитаны системой CAM, нужно провести 3D-коррекцию его радиуса. Рассказываем, как это сделать, и приводим примеры для разных типов фрез.
Чем отличается коррекция при торцевом и периферийном фрезеровании
При торцевом фрезеровании (Face Milling) обработка производится торцевой стороной инструмента. Тогда коррекцию геометрии фрезы выполняют в направлении вектора нормали к плоскости.
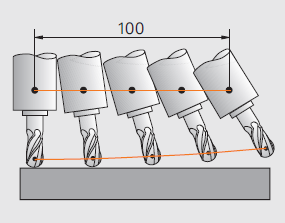
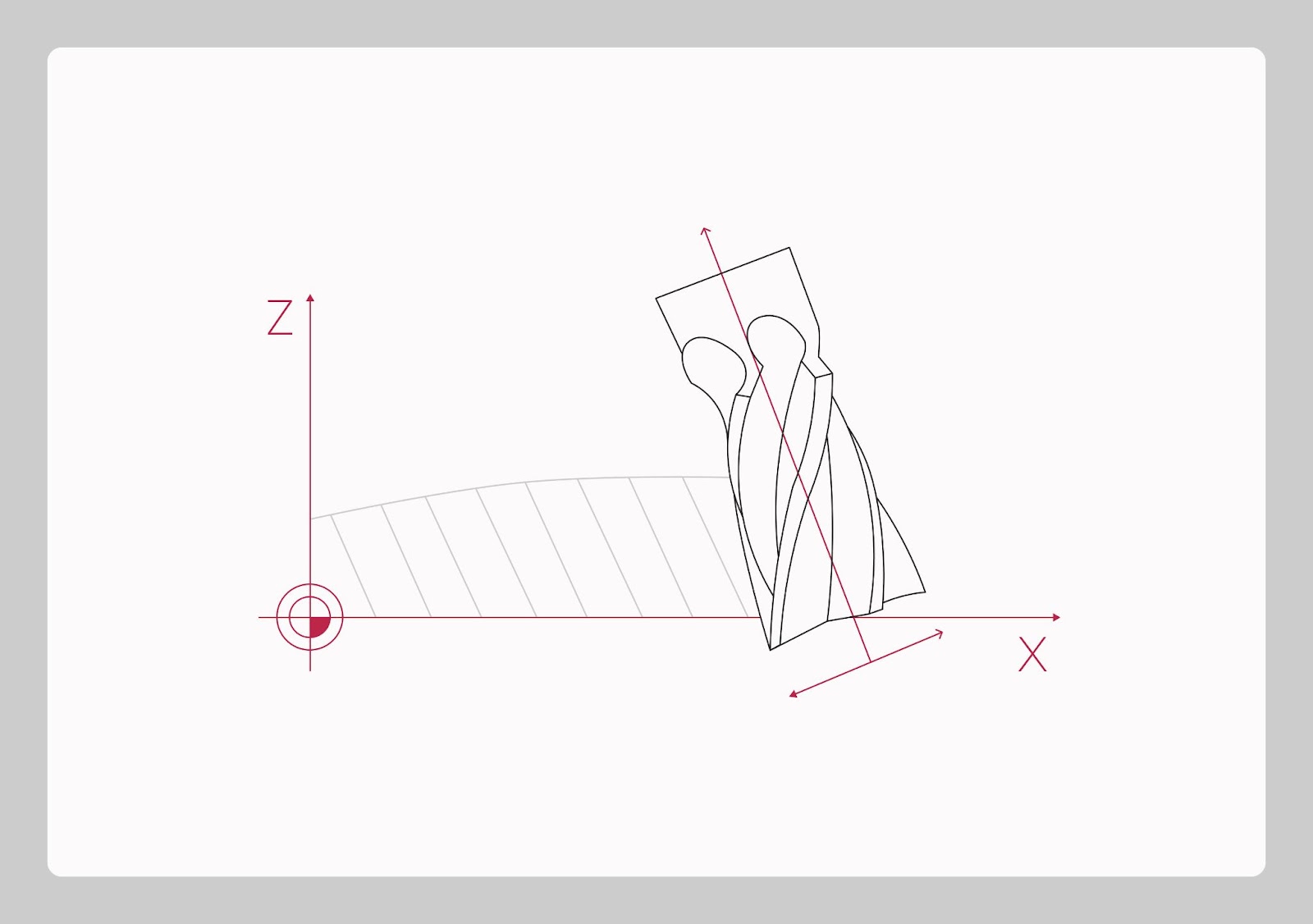
При периферийном фрезеровании (Peripheral Milling) обработка производится боковой стороной инструмента. В этом случае требуется трехмерная коррекция с заданием ориентации инструмента: радиус фрезы корректируют перпендикулярно направлению перемещения и перпендикулярно направлению инструмента.
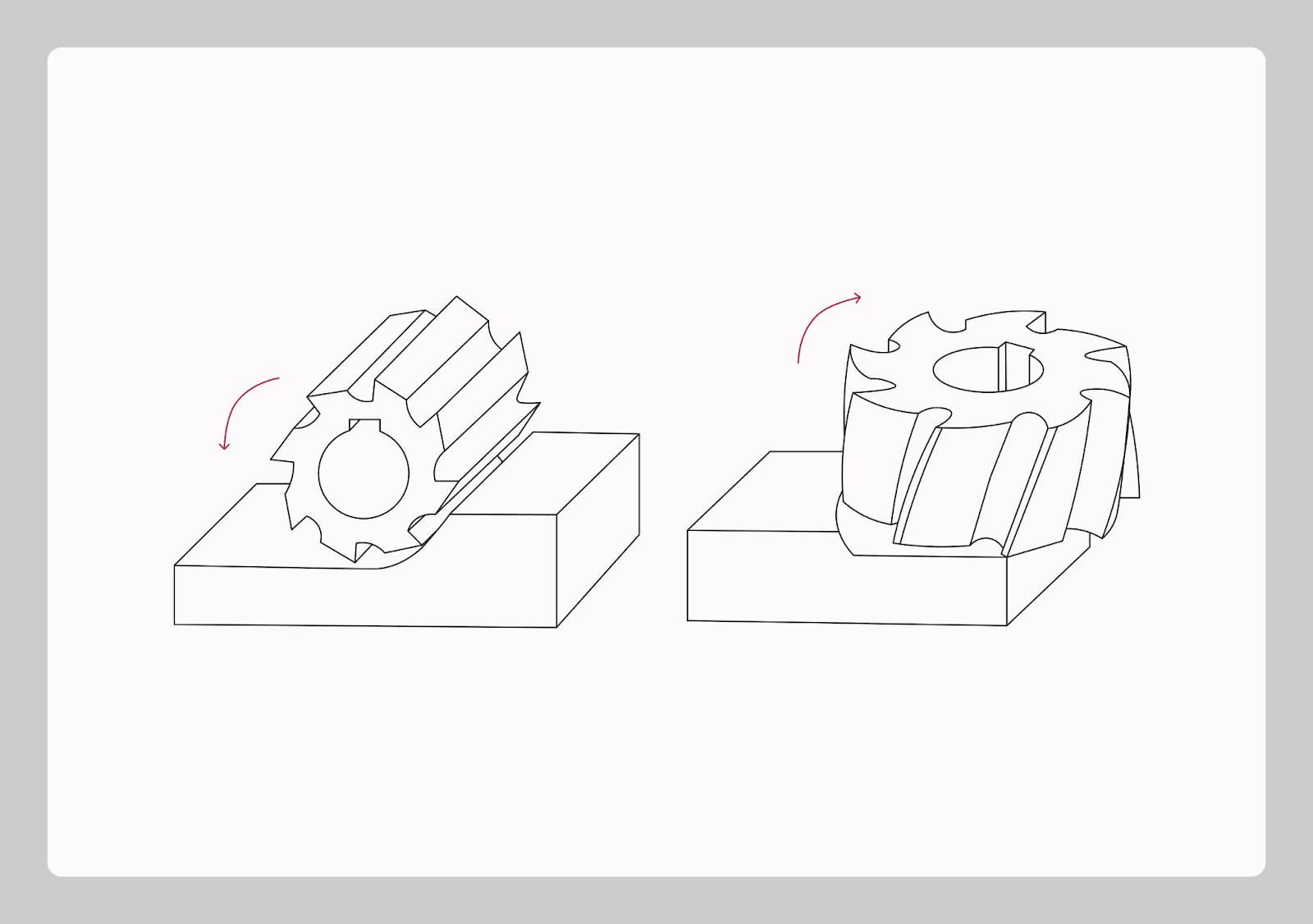
Слева — периферийное фрезерование, справа — торцевое
Как 3D-коррекция радиуса зависит от вида инструмента
Данные геометрии режущего инструмента описываются через два параметра в таблице инструментов системы управления:
-
Радиус инструмента R. Это расстояние от центра до внешней стороны фрезы в радиальном направлении относительно оси вращения шпинделя.
-
Радиус скругления инструмента Rs. Это радиус скругления при вершине фрезы.
-
Если Rs = 0, это концевая фреза.
-
Если R2 = R, это радиусная, или шаровая фреза.
-
Если 0 < R2 < R , это тороидальная фреза.
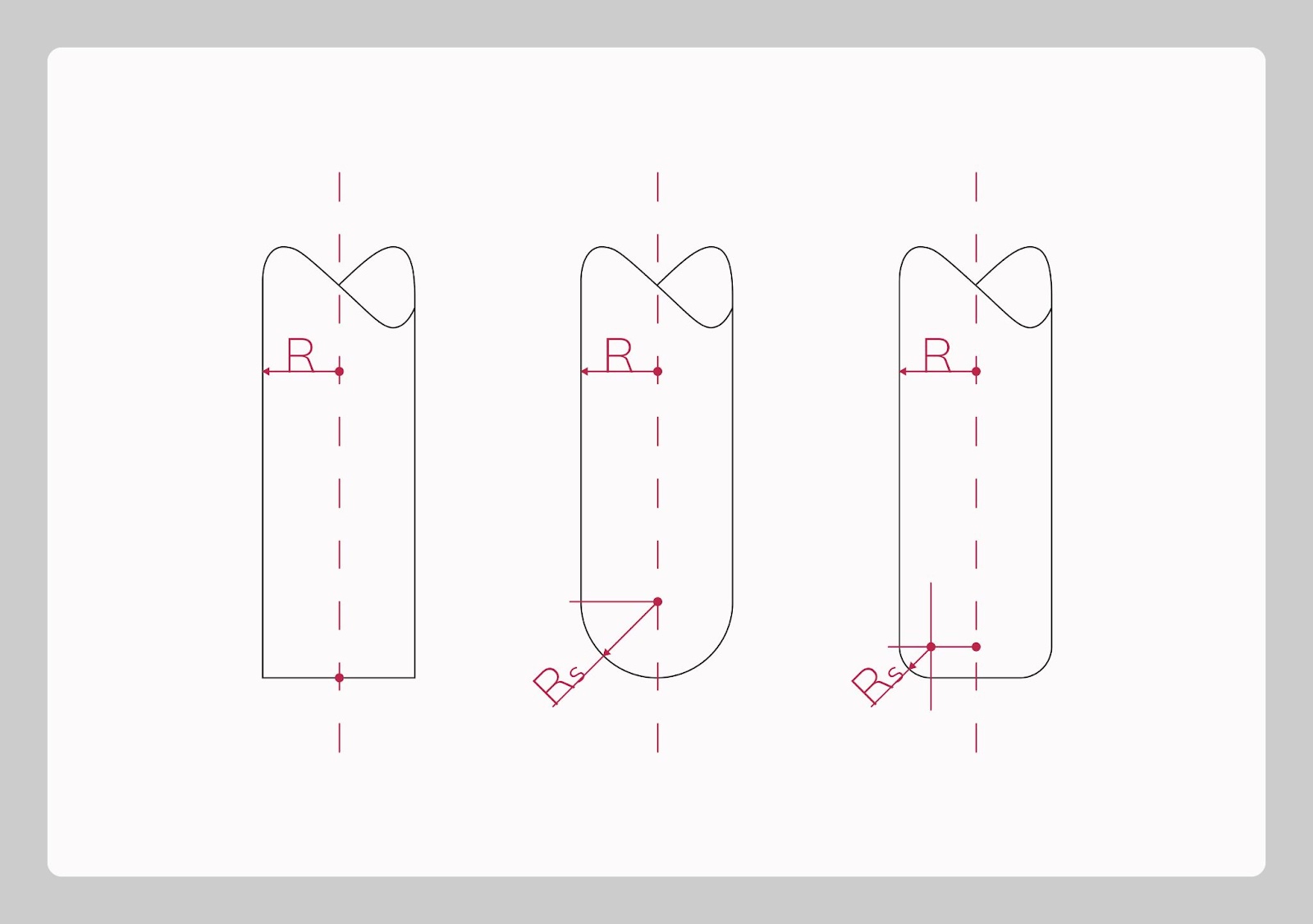
Схематичное изображение форм режущего инструмента
У каждого инструмента свои виды компенсации:
-
Концевая фреза. Возможна компенсация с помощью длины и радиуса инструмента R.
-
Радиусная фреза. Возможна компенсация с помощью длины и радиуса скругления при вершине инструмента Rs.
-
Тороидальная фреза. Возможна компенсация с помощью длины, радиуса инструмента R и радиуса скругления при вершине инструмента Rs.
На практике инструмент чаще измеряют на «южном полюсе». Если управляющая программа вычислялась и постпроцессировалась с использованием центральной точки, вы можете адаптировать программу. Для этого нужно ввести корректор, который равен значению радиуса, в параметр длины режущего инструмента.
Примеры, как рассчитывают и выполняют 3D-коррекцию инструмента
Для шаровой фрезы
Пример 1
Программа рассчитана для работы с шаровой фрезой Ø 10 мм. Отсчет ведется от центра сферы.
Инструмент: шаровая фреза Ø 10 мм, 3D-коррекция радиуса инструмента не производится.
Задание параметров инструмента: система управления определяет инструмент как шаровую фрезу в том случае, если величины R и Rs в таблице инструментов одинаковые.
Результат: компенсация через радиус инструмента R отключена, поскольку не соответствует этому
типу фрезы.
|
Данные в таблице инструмента |
Значения корректора |
|
L = +100 (на «южном полюсе») |
Корректор на длину = −R = −5 мм. Сдвиг точки привязки инструмента от «южного полюса» к центру шарика |
|
R = +5 |
Не задействован при использовании шаровой фрезы |
|
Rs = +5 |
Компенсация не требуется, поскольку реальный инструмент полностью соответствует расчетному инструменту |
Пример 2
Инструмент: шаровая фреза Ø 10 мм, нужно поддерживать постоянный припуск по контуру +0,5 мм.
Задание параметров инструмента: значения в таблице инструментов остаются неизменными, поскольку используемый инструмент остается тем же самым.
|
Данные в таблице инструмента |
Значения корректора |
|
L = +100 (на «южном полюсе») |
Корректор на длину = −R = −5 мм. Сдвиг точки привязки инструмента от «южного полюса» к центру шарика |
|
R = +5 |
Не задействован при использовании шаровой фрезы |
|
Rs = +5 |
Коррекция радиуса скругления при вершине инструмента = +0,5 |
Этот тип компенсации всегда выполняйте в управляющей программе, поскольку реальные размеры инструмента остаются прежними — изменять значения в таблице инструментов не надо.
Если компенсация в направлении к заготовке равна −0,5 мм, например, при износе, то значение корректора на длину оставьте тем же, что и прежде, — равным −2,5 мм. Величины L и R также остаются неизменными, а для компенсации Rs принимается равным −0,5 мм. Коррекция на радиус инструмента в этом случае также не действует.
Обработка с использованием концевой фрезы
Для концевой фрезы
При коррекции на радиус инструмента программу для работы рассчитывайте относительно центра инструмента.
Пример 1
Инструмент: концевая фреза Ø 20 мм, 3D-коррекция радиуса инструмента не производится.
Задание параметров инструмента: система управления определяет инструмент как концевую фрезу, если в таблице инструментов есть значение радиуса R, а радиус скругления Rs при вершине инструмента равен нулю.
Результат: коррекция радиуса скругления Rs при вершине инструмента не активна, потому что не нужна для фрезы такого типа.
|
Данные в таблице инструмента |
Значения корректора |
|
L = +100 (на «южном полюсе») |
Корректор на длину = 0. Если фреза является концевой фрезой, значения точки «южного полюса» и центра инструмента будут равными |
|
R = +10 |
Коррекция на радиус = 0 |
|
Rs = +0 |
Компенсация не требуется. Для концевой фрезы это значение недействительно |
Пример 2
Инструмент: концевая фреза Ø 20 мм, необходимо поддерживать постоянный припуск по контуру +0,5 мм.
Задание параметров инструмента: Значения в таблице инструментов остаются неизменными, поскольку используется тот же самый инструмент.
|
Данные в таблице инструмента |
Значения корректора |
|
L = +100 (на «южном полюсе») |
Корректор на длину = 0. Если фреза концевая, то значения точки «южного полюса» и центра инструмента будут равны |
|
R = +10 |
Коррекция на радиус = 0,5. Нужна компенсация |
|
Rs = +0 |
Компенсация не требуется. Для концевой фрезы это значение недействительно |
Например, из-за износа в процессе обработки понадобилась компенсация в направлении к инструменту величиной −0,5 мм. Значит, установите значение коррекции на радиус = −0,5.
Пример 3
Инструмент: концевая фреза. Была переточена, и теперь ее диаметр равен 19 мм, а радиус — 9,5 мм.
Задание параметров инструмента: значения в таблице инструментов должны соответствовать новым размерам концевой фрезы.
|
Данные в таблице инструмента |
Значения корректора |
|
L = +97,4 (на «южном полюсе») |
Корректор на длину = 0. Если фреза концевая, то значения точки «южного полюса» и центра инструмента будут равными |
|
R = +9.5 |
Коррекция на радиус = −0,5. Отклонение от рассчитанных в системе CAM размеров концевой фрезы Ø 10 мм |
|
Rs = +0 |
Компенсация не требуется. Для концевой фрезы это значение недействительно |
Пример 4
Программа для работы с концевой фрезой Ø 20 мм. Программа рассчитана по точкам, лежащим на контуре, и не зависит от размеров инструмента.
Инструмент: концевая фреза Ø 20 мм, нужна 3D-коррекция радиуса инструмента.
Задание параметров инструмента: система управления определяет инструмент как концевую фрезу, если в таблице инструментов для R есть значение радиуса, а Rs = 0.
Результат: коррекция радиуса скругления при вершине инструмента не активна, потому что не нужна для фрезы такого типа.
|
Данные в таблице инструмента |
Значения корректора |
|
L = +100 (на «южном полюсе») |
Корректор на длину = 0. Если фреза концевая, то значения точки «южного полюса» и центра инструмента будут равны |
|
R = +10 |
Коррекция на радиус = +10. Инструмент должен быть сдвинут от края контура на величину собственного радиуса |
|
Rs = +0 |
Компенсация не требуется. Для концевой фрезы это значение недействительно |
Для тороидальной фрезы
Пример 1
Программа рассчитана относительно центральной точки.
Инструмент: тороидальная фреза Ø 28 мм с радиусом скругления Rs = 4 мм, 3D-коррекция радиуса инструмента не производится.

Корректоры, которые применяются в тороидальных фрезах
Задание параметров инструмента: система управления распознает инструмент как тороидальную фрезу, если в таблицу инструментов занесены величины R и Rs, причем R > Rs. Такое описание позволяет вводить компенсацию при помощи корректора на радиус, а также при помощи корректора на радиус при вершине инструмента.
|
Данные в таблице инструмента |
Значения корректора |
|
L = +100 (на «южном полюсе») |
Корректор на длину = −Rs = −4. Сдвиг точки привязки инструмента относительно «южного полюса» к центру (радиуса скругления) инструмента |
|
R = +14 |
Коррекция на радиус = 0 |
|
Rs = +14 |
Коррекция на радиус при вершине инструмента = 0 |
Пример 2
Инструмент: такая же тороидальная фреза, как в предыдущем примере. Нужно поддерживать равномерный припуск на контур величиной +0,5 мм.
Задание параметров инструмента: значения в таблице инструментов не меняются, поскольку используемый инструмент остается тем же самым. А при настройке корректора на радиус при вершине инструмента всегда нужно производить настройку корректора на радиус.
Система управления рассчитывает величину смещения в направлении радиуса как разницу между корректором на радиус и корректором на радиус при вершине инструмента:
Смещение = Корректор на радиус − Корректор на радиус при вершине инструмента
|
Данные в таблице инструмента |
Значения корректора |
|
L = +100 (на «южном полюсе») |
Корректор на длину = −Rs = −4. Сдвиг точки привязки инструмента относительно «южного полюса» к центру (радиуса скругления) инструмента |
|
R = +14 |
Коррекция на радиус = +0,5 |
|
Rs = +4 |
Коррекция на радиус при вершине инструмента = +0,5 |
При настройке обоих дельта-значений — корректора на радиус и корректора на радиус при вершине инструмента — смещение центра радиуса Rs будет равно: 0,5 мм − 0,5 мм = 0. Центр радиуса Rs не изменится, поскольку инструмент остается прежним.
При компенсации в направлении к инструменту на −0,5 мм величина корректора на длину остается прежней и равна −4 мм, а величина Rs также остается неизменной. В таком случае величину корректора на радиус при вершине инструмента задают равной −0,5 мм. Еще нужно задать новое значение для корректора на радиус = −0,5 мм.
Пример 3
Инструмент: тороидальную фрезу из примеров выше с R = 14 мм и Rs = 4 мм меняют на тороидальную фрезу с R = 13 мм и Rs = 3 мм.
Задание параметров инструмента: значения в таблице инструментов должны всегда соответствовать реальным параметрам инструмента. Настройки выполняйте в самой программе.
|
Данные в таблице инструмента |
Значения корректора |
|
L = +100 (на «южном полюсе») |
Корректор на длину = −Rs = −4. Сдвиг точки привязки инструмента относительно «южного полюса» к центру (радиуса скругления) инструмента |
|
R = +13 |
Коррекция на радиус = −1 |
|
Rs = +3 |
Коррекция на радиус при вершине инструмента = -1 |
Используйте коррекцию на радиус инструмента, чтобы обеспечить высокую точность контура детали — в пределах допусков, которые указаны в чертежах.